Дипломная работа: Розробка автоматичної роторної лінії складання деталей гідрозамка однобічного
4.4 Розробка роторної машини для установки стопорного кільця у корпус гідрозамка
4.5 Висновки
Висновок
Перелік посилань
Вступ
Найважливішою частиною вимоги економіки виробництва є створення такої виробничої техніки, що забезпечила б найбільшу віддачу при найменших витратах суспільної праці.
Рішення цієї задачі безпосередньо зв'язане з широким упровадженням принципово нових машин, що забезпечують високий ступінь автоматизму і безперервності виробництва, так званих роторних і роторно-конвеєрних машин (технологічних роторів), у яких транспортний рух предметів обробки безупинний і не обмежується технологічними факторами.
Підвищення технічного рівня машин і приладів значною мірою досягається удосконалюванням виробничого процесу, зокрема на етапі складання. Складання органічно зв'язане з усіма попередніми процесами; при створенні ж машини високої якості складанню належить вирішальна роль. Тому складальним роботам у машинобудуванні повинне бути приділена особлива увага. Аналіз сучасного стану різних етапів виробництва показує значне відставання в розвитку складальних процесів від заготівельних і механооброблюючих.
Велика частка витрат часу на складальні роботи в спільній трудомісткості виготовлення машин і тривалість спільного циклу складання роблять особливо актуальною проблему автоматизації складальних робіт. Значення рішення цієї проблеми визначається не тільки задачами підвищення якості продукції, економічності її виробництва і підвищення продуктивності праці, але зв'язано також з рішенням найважливішої соціальної задачі - зменшення, а потім і ліквідації стомлюючої фізичної ручної праці, що досягає в складальних процесах 60-80% [1-3].
Автоматизація виробничих процесів складання за допомогою застосування технологічних систем безперервної дії, виконаних на базі роторних і роторно-конвеєрних машин, особливо ефективна при масовому складанні виробів. Це визначається, у першу чергу, великою питомою вагою технологічних операцій третього класу в загальній структурі складальних процесів. До таких складальних операцій відносяться насамперед операції вільного комплектування елементів (вкладання, вставка, засипання, заливання і т.п.) і операції сполучення, що вимагають додатки технологічних зусиль для створення єдиного комплекту (запресовування, напресовка, свинчювання, завальцювання, керніння, пайка, склеювання і т.п.).
У звичайних умовах серійного виробництва для забезпечення економічної ефективності автоматичного складання повинні створюватися дешеві, гнучкі, швидкопереналагоджувальні складальні автомати, що збираються з уніфікованих і типових деталей і вузлів.
Але дотепер ще погано вивчені питання створення і функціонування автоматичних технологічних складальних систем безперервної дії для складальних процесів. Існуючі методи проектування технологічних систем безперервної дії засновані на простій елементарній кінематиці транспортного руху технологічних елементів і не дозволяють створювати високоефективні технологічні системи.
Тобто розробка методів проектування автоматичних технологічних складальних систем безперервної дії для складальних процесів є досить актуальною науковою задачею, що має важливе народногосподарське значення.
1. Аналітичний огляд сучасного стану питання дослідження, мета і задачі роботи
Технологічні процеси складання є досить важливим етапом у виготовленні виробів. Якість продукції, її працездатність багато в чому залежить від точності зборки. Складальні процеси безупинно ускладнюються й удосконалюються, їхня автоматизація призвела до створення в минулому сторіччі верстатів - автоматів зборки, а в даний час вимагає створення більш продуктивного устаткування. Автоматизація процесів складання відстає від рівня автоматизації заготівельних і металообробних операцій. Отже, для задоволення вимог по підвищенню продуктивності виробництва виробів необхідно велику увагу приділити підвищенню продуктивності процесів складання елементів виробу. Таким чином, рішення задач автоматизації складальних процесів є досить важливим і актуальним.
1.1 Аналіз робіт з автоматизації складальних процесів
До 50-х років основним напрямком автоматизації масового виробництва була автоматизація технологічних, формозмінних операцій. Потім стали розвертати роботи з автоматизації так званих допоміжних операцій. Головна особливість технічного прогресу на сучасному етапі розвитку машинобудівного виробництва полягає у впровадженні автоматизації в усі елементи виробничого процесу. Перехід до комплексної автоматизації виробництва на базі систем роторних машин дозволяє одержати техніко-економічний ефект [4].
При складанні в ще більшому ступені, ніж при виробництві деталей, практичне значення має комплексна автоматизація, тобто виконання ряду операцій у технологічній послідовності за допомогою автоматичних систем машин з безпосередньою передачею деталей з операції на операцію в орієнтованому стані, а не поопераційна автоматизація за допомогою окремих автоматичних машин [5]. Це порозумівається тим, що самі об'єкти зборки в переважній більшості випадків або не допускають нагромадження, збереження і транспортування деталей у масовому неорієнтованому вигляді, тобто взагалі не можуть бути завантажені в бункери автоматичних живильних пристроїв, або не забезпечують можливості автоматичної орієнтації і тому не дозволяють вирішити задачу автоматичного живлення операційних складальних машин.
Аналіз складального процесу показує, що здійснення комплексної автоматизації складальних і супутніх їм операцій найбільш доцільно провадити на автоматичних роторних лініях, тому що [6]:
1) машини 3-го класу - роторні лінії можуть бути створені для операцій усіх класів, що особливо важливо для виконання комплексу операцій, куди входять різні по фізичній сутності і тривалості циклу операції;
2) роторні лінії характеризуються спільною обробкою і транспортуванням руху інструмента і виробу, тобто характеризуються принципом безперервності;
3) роторні лінії дають можливість автоматизувати складальні процеси серійного виробництва, тому що ці машини мають універсальність і для серійного виробництва, що вирішується впровадженням багатономенклатурних ліній;
4) складальні роторні лінії дають можливість застосовувати спеціальні механізми підживлення, системи контролю, інформації і реагування на можливі відхилення від установленого рівня виробництва;
5) в автоматичних роторних лініях складання може бути застосований селективний спосіб складання виробів на основі властивості багатоканальності (багатоінструментальності) при постійному числі каналів і системі адресації складань між окремими роторами;
6) об'єднання операційних машин у жорстку автоматичну лінію, якими є складальні автоматичні роторні лінії, дає набагато більшу продуктивність на одиницю виробничої площі і самі пристрої дешевше, ніж машини, призначені для виконання лише однієї операції.
1.2 Аналіз сучасних складальних систем безперервної дії
Для того щоб проаналізувати існуючі системи безперервної дії для складання виробів, необхідно розглянути шлях розвитку автоматизації і роторних ліній взагалі і зокрема стосовно до складального виробництва.
Перші автоматичні роторні лінії для металообробки були створені в СРСР наприкінці 40-х років [4,6-8], автоматичні роторно-конвеєрні лінії почали поширюватися з початку 70-х років. Безсумнівна заслуга в цьому належить колективові конструкторського бюро під керівництвом академіка Л.Н. Кошкіна, що створив наукові основи комплексної автоматизації виробництва на базі автоматичних роторних і роторно-конвеєрних ліній. Промислове використання цих ліній дозволяє в порівнянні з роздільним автоматичним устаткуванням підвищувати продуктивність у 3-6 разів, знижувати трудомісткість виготовлення виробів у 2-4 рази, скорочувати займані площі в 3-10 разів і зменшувати виробничий цикл виготовлення продукції в 10-20 разів.
У нашій країні перші роторні машини для металообробки були створені в 1938-1943 роках [9], а вже до середини 50-х років були розроблені й успішно впроваджені у виробництво автоматичні роторні лінії, що виконують одночасно 3-4 технологічні операції. Заміна існуючого у той час одноопераційного устаткування автоматичними роторними лініями забезпечила скорочення виробничих площ і робочої сили в 4-5 разів, а тривалості виробничого циклу й обсягу незавершеного виробництва в сотні разів.
Для кінця 50-х - початку 60-х років характерні становлення й інтенсивний розвиток загальнотеоретичних принципів комплексної автоматизації виробництва на основі широких наукових досліджень, розробки методів розрахунку і проектування автоматичних роторних машин і ліній [9]. В ці роки завершується перехід від створення окремих зразків роторних машин і ліній до розробки комплексно автоматизованих ділянок, цехів і цілих виробництв із замкнутим циклом виготовлення виробів.
До початку 80-х років Л.Н. Кошкін дійде висновку, що якісно нові і більш високі техніко-економічні показники властиві роторно-конвеєрним машинам і лініям, у яких інструмент відділений від виконавчих органів і розміщений у гнучких транспортних конвеєрах [5,8].
Отже, еволюція роторних машин і ліній наступна.
Роторні лінії - одна з вищих форм автоматизації технологічних процесів, тому що міжмашинне і внутрімашинне транспортування потоку оброблюваних деталей здійснюється безупинно, з постійною швидкістю, що дозволяє легко регулювати продуктивність і якість процесів складання (обробки).
Автоматизація виробничих процесів на базі автоматичних роторних і роторно-конвеєрних ліній полягає у впровадженні комплексу наукових і технічних заходів щодо розробки мінімального числа інтенсифікованих технологічних операцій і створенню на їхній основі високопродуктивного устаткування, що виконує основні технологічні і допоміжні операції без особистої участі людини, в автоматичному режимі.
Рівні автоматизації відрізняються ступенем охоплення основних і допоміжних операцій технологічного процесу. Проілюструємо рівні автоматизації на прикладі еволюції роторних автоматичних ліній.
Перший рівень автоматизації – автоматизація робочого циклу технологічної машини, тобто створення напівавтоматів і автоматів. На цьому етапі автоматизується одна технологічна операція складання (обробки, контролю), а також допоміжні процеси, безпосередньо зв'язані з виконанням основних технологічних операцій [4-8,29-32].
У машинобудівних галузях промисловості найбільш поширені технологічні машини й агрегати з автоматизованим робочим циклом. У цих автоматах робочі і холості ходи періодично повторюються, і за кожен робочий цикл видається один оброблений виріб (або порція).
Перспективні багатопозиційні, багатошпиндельні машини-автомати з диференціацією і концентрацією елементів технологічного процесу [4-8]. Автомати, що мають один технологічний ротор з безперервним обертанням головного вала і безперервним транспортуванням потоку деталей і інструментів, відомі давно. Вони широко використовуються при механічному таблетуванні порошків і ліків, пресуванні сінажу, закачуванню банок з консервируємимі продуктами, виробництві патронів і т.п. [29,32]. Цей вид роторних машин-автоматів характеризується рівнобіжним способом концентрації однойменних елементів диференційованого технологічного процесу, тобто на всіх позиціях роторної машини здійснюється ідентичний технологічний вплив інструмента або середовища на оброблювану деталь, при якому змінюються геометричні розміри або фізико-хімічні властивості деталі.
У роторних машинах можна реалізувати [4-8,29,32] принцип послідовної дії, відповідно до якого різнойменні елементи технологічного процесу концентруються на робочих позиціях ротора відповідно до технологічного маршруту складання (обробки, контролю). Виріб, переданий послідовно, за кожен оборот ротора, з однієї робочої позиції на іншу, поступово одержує запрограмований обсяг технологічних впливів.
У роторних машинах паралельно-послідовної дії [4-8,29-32] мається ряд рівнобіжних потоків обробки, у кожнім з яких технологічний процес диференційований по робочих позиціях.
На першому рівні автоматизації технологічні машини-автомати й агрегати утворюють незалежні модулі, тому об'єднання їх у виробничі системи представляє визначені труднощі. Міжверстатне транспортування деталей, нагромадження заділів, поділ або з'єднання потоків деталей при їхній передачі на чергову операцію складання (обробки, контролю) здійснюється вручну або за допомогою засобів механізації [4-25].
Другий рівень автоматизації - автоматизація системи машин, створення автоматичних ліній. На цьому рівні автоматизації технічні рішення виходять за рамки конкретних технологічних операцій, охоплюючи весь технологічний процес, що являє собою сукупність операцій одержання конструкційних матеріалів, їхньої обробки, складання і контролю деталей, складальних одиниць, виробів у цілому. У цьому випадку повинні бути автоматизовані процеси, безпосередньо з технологією обробки не зв'язані: доставка до машин деталей, матеріалів, середовищ, міжверстатне транспортування, нагромадження міжопераційних заділів, видалення відходів і т.п.
Автоматична роторна лінія - система роторних автоматів, розташованих у технологічній послідовності, об'єднаних автоматичними механізмами і пристроями для транспортування деталей, поділи і з'єднання їхніх потоків, нагромадження заділів, зміни орієнтації деталей, видалення відходів, а також системою керування. Усередині лінії інструменти й оброблювані деталі утворюють безупинно рухаючий транспортно-технологічний потік, у якому транспортні і технологічні функції сполучені за часом. Типова структурна схема автоматичної роторної лінії представлена на рис.1.1.
Типова автоматична роторна лінія [4-10] складається із сукупності транспортних 1 і технологічних 2 роторів. Предмет обробки 3 за допомогою транспортних роторів 1 після завершення операції обробки на одному з технологічних роторів 2 передається на наступний технологічний ротор.

Рисунок 1.1 – Типова автоматична роторна лінія.
Відмінна риса автоматичної роторної лінії - сполучення транспортних і технологічних функцій; при цьому регламентований потік оброблюваних деталей з постійною швидкістю проходить усі технологічні операції (від заготівельних до складальних і комплектуючих). Звичайно автоматичні роторні лінії поділяють на ділянки по 3...10 технологічних операцій (роторів), між якими встановлюють бункери міжагрегатних (міжучасткових) запасів деталей. На кожній ділянці автоматичної роторної лінії існує жорсткий міжагрегатний зв'язок, при якому технологічні ротори й агрегати за допомогою транспортних засобів (перештовхувачів, перевантажувачів, транспортних роторів і ланцюгів) блокуються воєдино і працюють у єдиному ритмі. Підвищення надійності і збільшення продуктивності автоматичної роторної лінії при незмінних технологічних процесах і конструкціях роторних автоматів досягають структурним ускладненням ліній - розподілом їх на ділянки (секції) з установкою міжучасткових накопичувачів деталей.
Третій рівень автоматизації - комплексна автоматизація систем машин і агрегатів, створення автоматизованих і автоматичних ділянок, цехів і заводів [4-12,17,21,23]. Автоматизація цього рівня охоплює сукупність технологічних процесів на ділянці або в цеху з відповідним ускладненням функцій транспортування деталей і складання виробів, подачі до автоматичних ліній запасних інструментів і відновлення обробних середовищ, видалення відходів виробництва й особливо автоматичного керування і регулювання.
Аналіз існуючих автоматичних роторних ліній складання показав, що найбільш поширеними і відносно простими є ті лінії, у яких на вхід звичайно подається набір (комплект) деталей або виробів, хоча це зменшує число струменів роторної лінії і знижує продуктивність на виході роторних машин у порівнянні з продуктивністю першого ротора. Більш різноманітні схеми характерні для складання (монтажу) [6], при якому на вхід лінії подається потік базових деталей, поділюваний на U струменів, а деталі, що збираються, надходять у технологічно встановленій послідовності. Деталі різної номенклатури можуть подаватися також поштучно або порціями (наприклад, при виготовленні армованих виробів із пластмас).
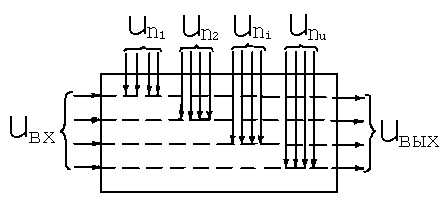
Рисунок 1.2 – Принципова схема роторних машин для складання:
Uвх , Uвих – число вхідних і вихідних потоків роторнихмашин;
Un – число струменів складальних роторів

Рисунок 1.3 – Типова структурна схема роторних машин для одноно-менклатурних процесів складання:1,2,3 – відповідно завантажувальний, технологічний і ви-вантажувальний ротори.
Як приклад автоматичної роторної лінії з безперервним транспортуванням і складанням об'єкта розглянемо такі існуючі лінії, як роторна і роторно-конвеєрна лінії автоматичної складання вузла штовхальника паливного насоса [4], що складається із шести деталей, (рис.1.4) і роторно-конвеєрна лінія для складання аерозольного клапана [9] (рис.1.5).
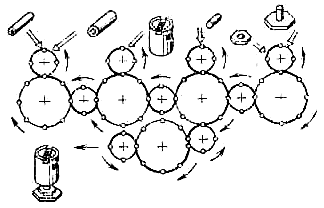

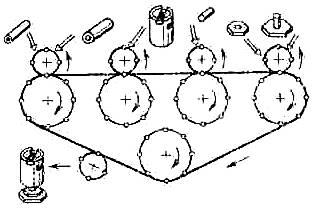
Рисунок 1.4 – Варіанти побудови роторних і роторно-конвеєрних машин для складання паливного насоса:
а – роторний варіант із виконанням складання в техноло-гічному роторі і з вільним транспортуванням складаємих елементів у кліщових захватах транспортно-го ротора;
б – варіант із центральним технологічним (складальним) і периферійним транспортними роторами;
в – роторно-конвеєрний варіант із транспортуванням дета-лей, що збираються, у пристосуваннях-супутниках.
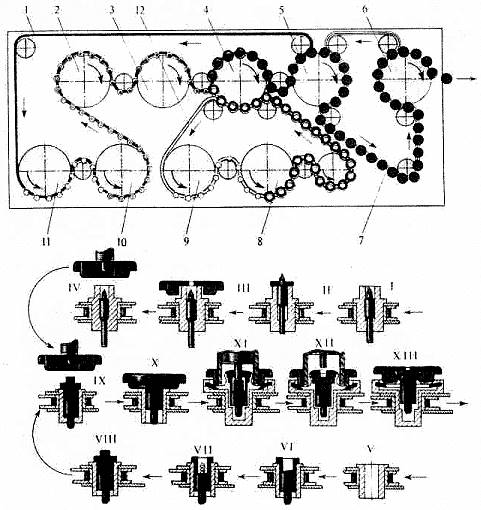
Рисунок 1.5 – Роторно-конвеєрна лінія ЛСКА-1000 для складання аэро-зольного клапана:
I,II – приймання ніпеля;
III – приймання корпуса;
IV – зняття комплекту "ніпель-корпус" з конвеєра;
V,Vi - приймання корпуса;
VII – приймання пружини;
VIII – приймання штока;
IX – сполучення комплектів і контроль комплектності;
X – обтиск клапана;
XI,Хij – вакуумування;
XIII – витримка і контроль герметичності.
Роторно-конвеєрна лінія (рис.1.5) складається з завантажувальних, технологічних і контрольних роторів, зв'язаних між собою транспортно-технологічними конвеєрами. Кожний ротор має декілька робочих позицій, оснащених однотипними пристроями для виконання певних операцій, властивих даному роторові. У верхній частині кожного завантажувального ротора розташований бункер для деталей одного найменування. Механічне блокування завантажувальних і технологічних пристроїв виключає можливість складання клапана при відсутності хоча б однієї комплектуючої деталі.
Робота лінії (рис.1.5) здійснюється в такий спосіб. У бункер кожного завантажувального ротора засипають деталі одного найменування. З бункера деталі надходять у пристрої кожної позиції, що орієнтують, ротора, де всі деталі одержують необхідну орієнтацію і видаються поштучно в гнізда конвеєра, що визначений час рухається разом з позиціями ротора. Таким чином, обходячи послідовно ротори завантаження 2, 10, 11, перший конвеєр одержує в кожне своє гніздо кишеню (5-6), у кишеню – пружину (7), на пружину – шток (8). Причому пружина і шток не подаються, якщо в гнізді відсутня кишеня. При наступному переміщенні конвеєр 1 підходить до роторові контролю комплектності 3 складання "кишеня-пружина-шток". При відсутності пружини чи штока кишеня витягається з гнізда конвеєра і скидається в спеціальний збірник. У контрольно-технологічний ротор обтиску 4 перший конвеєр подає комплект "кишеня-пружина-шток".
Одночасно, другий конвеєр 12, обходячи послідовно ротори 9 і 8 для подачі ніпеля і корпуса, подає в ротор обтиску 4 комплект "ніпель-корпус", при цьому подача ніпеля без корпусу або корпуса без ніпеля виключається (2-4). У роторі обтиску 4 провадиться сполучення двох комплектів в один повний комплект, що складається з усіх деталей клапана (9-10). Перед з'єднанням усіх деталей у єдиний вузол здійснюється контроль наявності кишені, при відсутності якого корпус з ніпелем скидається в збірник. Усі деталі збираються в єдиний вузол за допомогою обтиску корпуса клапана.
Зібраний клапан транспортується першим конвеєром 1 до ротора вакуумування 5, що переносить кожен клапан із гнізда першого в гніздо третього конвеєра 7 і здійснює вакуумування і контроль герметичності кожного клапана (6-8). Клапани надходять у ротор видачі клапанів 6, у якому негерметичні клапани скидаються в спеціальний збірник, а герметичні клапани надходять у лоток придатних клапанів.
1.3 Мета і задачі роботи
Процес складання - один з найважливіших етапів при виготовленні машин будь-якого типу і класу. Якщо автоматизацією механічної обробки деталей займаються досить давно [4,6-10] (у період другої світової війни на роторних автоматах виготовляли патрони і снаряди), то автоматичне складання знайшло менше застосування через наступні основні причини:
1)недостатньо розроблені наукові основи автоматичної складання:
– недостатньо розглянуті питання побудови структур автоматичних техноло-гічних складальних систем;
– не повною мірою розглянуті методи проектування автоматичних техноло-гічних складальних систем;
– не повністю розглянута кінематика рухів складальних компонентів;
– не зачіпалися питання маршрутизації проміжних складальних компонент для складальних процесів;
2)складність втілення в конструкторському плані через необхідність прийняття нестандартних рішень по кожному виду елементів, що сполучаються;
3)автоматизація складальних процесів економічно виправдана тільки в крупносерійному і масовому виробництвах.
В основному, приділялася увага дискретному автоматичному складанню, тобто складання відбувається тільки за допомогою роботів, що здійснюють маніпуляції, подібні людським [12,16,19,19,24,26,27,27].
Тобто складальні процеси мають низький рівень автоматизації через велику номенклатуру виробів, перспективне застосування роторних і роторно-конвеєрних машин і ліній, але воно обмежено через відсутність загальних принципів і методів проектування складних технологічних систем складання.
Метою даної роботи є підвищення ефективності складальних операцій на основі комплексної автоматизації виробничого процесу за рахунок створення нової технології і високоефективної автоматичної роторної лінії. Тобто необхідна розробка методів проектування технологічних систем безперервної дії для складальних процесів, що забезпечують підвищення продуктивності і рівня автоматизації виробничих процесів за рахунок використання якісно нових структур і особливостей кінематики автоматичних технологічних систем безперервної дії.
Для досягнення поставленої мети необхідно вирішити наступні задачі:
1) розробити високопродуктивний технологічний процес складання гідрозамка;
2) розробити новий спосіб складання виробу на прикладі гідрозамка однобічного;
3) досліджувати особливості напруженого стану стопорного кільця при складанні;
4) розробити принципову конструкцію робочого ротора;
5) визначити вихідні дані для проектування роторної лінії;
6) розрахувати кінематичні і силові параметри ротора для складання деталей гідроциліндра;
7) розробити принципову структуру і компонування автоматичної роторної лінії;
8) досліджувати характерні риси роботи автоматичної роторної лінії.
1.4 Аналіз вихідних даних
У вугільній промисловості використання механізованих кріпей надзвичайно необхідно. Механізована кріп складається із секцій або комплексів, насосної станції, розподільної і контрольно-регулюючої апаратури і гідрокомунікацій. По характеру взаємодії з покрівлею розрізняють[28]:
- кріпи, що пересуваються без утрати контакту з покрівлею, що особливо необхідно при виїмці вугілля в лавах з хитливою покрівлею;
- кріпи, у яких при пересуванні немає контакту з покрівлею.
Одними з головних деталей механізованих кріпей, що забезпечують надійну їхню роботу, є гідрозамки – гідрокеровані зворотні клапани, призначені для запирання і розвантаження порожнин гідроциліндрів. Вони забезпечують герметизацію і розвантаження поршневих порожнин гідростійок механізованих кріпей при тиску робочої рідини до 50 МПа.

Рисунок 1.6 – Гідравлічна стійка
У секціях шахтних кріпей М87РОЗУМ, 1КД80, КМТ (рис.1.6) використовується гідрозамок однобічний типу КГУ. До технічної характеристики гідрозамка однобічного КГУ3.020ПР-01 (рис.1.7) відноситься наступне [28]:
номінальна витрата робочої рідини – 80 л/хв;
перепад тиску при відкритті – не більш 0,8 МПа,
при номінальній витраті – не більш 4 МПа;
тиск керування при розвантаженні – не менше 10 МПа.

Рисунок 1.7 – Гідрозамок однобічний типу КГУ3.020ПР-01
Даний гідрозамок має досить велику довговічність, його конструкція виключає виникнення гідроударів при розвантаженні гідростійок.Базовим елементом гідрозамка є корпус, призначений для базування й установки в ньому деталей, що безпосередньо виконують головну функцію гідрозамка.Ключовою деталлю в даному складальному вузлі є металеве стопорне кільце, що стопорить усі деталі усередині корпуса, тобто запобігає "розсипанню" гідрозамка.Отже, надійність усього виробу залежить від точності складання даних деталей – корпуса з металевим стопорним кільцем. Забезпечення даної точності і є задачею даної роботи.Розроблювальний проект передбачає програму випуску гідрозамка в 2млн.шт./рік для забезпечення даними деталями заводи СНД, такі як: Санкт-Петербургський машзавод "Пневматика", Нижньоновгородський машзавод, Рутченковський завод "Гормаш", Горловський, Дружковський і інші машинобудівні заводи.
2.Технологічна частина
Задачею технології є визначення і використання на практиці найбільш ефективних, економічних виробництв і процесів. Одним з основних напрямків розвитку сучасних технологій є перехід від переривчастих (дискретних, циклічних) технологічних процесів до безперервних потокових процесів, що забезпечують більш ефективне використання устаткування й інші ресурси. Отже, задачею даного розділу є розробка такого технологічного процесу складання гідрозамка, що дозволяє здійснити дану складання безупинно, з мінімальними втратами часу, а значить з мінімальним використанням устаткування і т.д.