Дипломная работа: Современное сварочное оборудование
План
Раздел 1
1. Назначение и конструкция изделия
2. Материал детали и его свойства
3. Разработка технологического процесса сборки и сварки
4. Экономический вопрос
Раздел 2
1. Безопасные приёмы труда
2. Техника безопасности на строительно-монтажной площадке
3. Рациональная организация рабочего места
4. Требования НОТ к производственным условиям
Литература
Современное сварочное оборудование.
Основные требования.
Важным условием получения сварного шва высокого качества является устойчивость процесса сварки. Для этого источники питания дуги должны обеспечивать возбуждение и стабильное горение дуги.
Возбуждение сварочной дуги начинается с короткого замыкания сварочной цепи - контакта между электродом и деталью. При этом происходит выделение теплоты и быстрое разогревание места контакта. Эта начальная стадия требует повышенного напряжения сварочного тока. В дальнейшем происходит некоторое уменьшение сопротивления дугового промежутка (вследствие эмиссии электронов с катода и появления объемной ионизации газов в дуге), что вызывает снижение напряжения до предела, необходимого для поддержания устойчивого горения дуги. При переходе капель электродного металла в сварочную ванну происходят частые короткие замыкания сварочной цепи. Вместе с этим изменяется длина сварочной дуги. При каждом коротком замыкании напряжение падает до нулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25...30 В. Такое напряжение должно обеспечиваться за время не более 0,05 с, чтобы поддерживать горение дуги в период между короткими замыканиями. Следует учесть, что при коротких замыканиях сварочной цепи развиваются большие токи (токи короткого замыкания), которые могут вызвать перегрев в проводке и обмотках источника тока.
Эти условия процесса сварки в основном и определяют требования, предъявляемые к источникам питания сварочной дуги. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям:
напряжение холостого хода должно быть достаточным для легкого возбуждения дуги и в то же время не должно превышать нормы безопасности. Максимально допустимое напряжение холостого хода установлено для источников постоянного тока - 90 В, а для источников переменного тока - 80 В; напряжение устойчивого горения дуги (рабочее напряжение) должно быстро устанавливаться и изменяться в зависимости от длины дуги. С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением - быстро падать. Время восстановления рабочего напряжения от О до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 с; ток короткого замыкания не должен превышать сварочный ток более чем на 40...50%. При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения; мощность источника тока должна быть достаточной для выполнений сварочных работ.
Кроме того, необходимы устройства, позволяющие регулировать сварочный ток в требуемых пределах.
Промышленностью выпускаются следующие типы источников питания сварочной дуги; сварочные преобразователи, сварочные аппараты переменного тока, сварочные выпрямители.
Сварочные аппараты переменного тока.
Сварочные аппараты переменного тока, применяемые на заводах и строительно-монтажных площадках, подразделяют на четыре основные группы: сварочные аппараты с отдельным дросселем; сварочные аппараты со встроенным дросселем; сварочные аппараты с подвижным магнитным шунтом; сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой. Они отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и устройства-дросселя, подвижного магнитного шунта, подвижной обмотки для создания падающей внешней характеристики и регулирования сварочного тока. Трансформатор обеспечивает питание дуги переменным током напряжением 60...70 В.
Сварочные аппараты с отдельным дросселем (рис. 1) состоят из понижающего трансформатора и дросселя (регулятора тока). Трансформатор Тр имеет сердечник (магнитопровод) 2 из пластин, отштампованных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная / и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется напряжение 60...70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий к. п. д. трансформатора. Последовательно с вторичной обмоткой в сварочную цепь включена обмотка 4 (из голой мерной шины) дросселя Др. Обмотка имеет асбестовые прокладки, пропитанные теплостойким лаком. Сердечник дросселя также набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтовой пары 7. При вращении рукоятки по часовой стрелке воздушный зазор а увеличивается, против часовой стрелки - уменьшается.
При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает мощный магнитный поток, наводящий э. д. с. дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
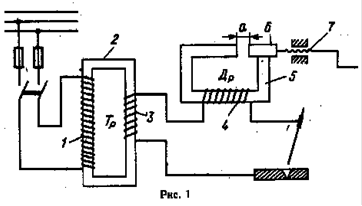
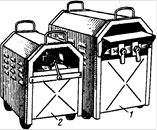
Рис. 1 Рис. 2
При возникновении дуги сварочный ток уменьшается; вслед за ним уменьшается э. д. с. самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя зазор а между Неподвижным, и подвижным магнитопроводами, изменяют индуктивное сопротивление дросселя и тем самым ток в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабляется, уменьшается э. д. с. самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочного тока. При уменьшении зазора сварочный ток уменьшается. Один оборот рукоятки винтовой пары изменяет сварочный ток примерно на 20 А. По этой схеме изготовлены сварочные трансформаторы типа СТЭ. Трансформаторы СТЭ-24-У и СТЭ-34-У не сложны по устройству и безопасны в работе и поэтому их широко применяют при ручной дуговой сварке.
На рис. 2 представлен трансформатор СТЭ-34 с регулятором (дросселем) РСТЭ-34.
Трансформатор и регулятор 2 заключены в отдельные кожухи из тонкой листовой стали с жалюзи для естественного охлаждения и установлены на колесики для перемещения. Первичная обмотка из изолированной проволоки размешена на двух. катушках. Для включения трансформатора в сеть с напряжением 220 В обмотки катушек соединяют параллельно, а Для сети напряжением 380 В - последовательно. Вторичная обмотка из голой медной шины расположена поверх первичной обмотки на тех же катушках. При этом вторичная обмотка соединена всегда последовательно. На торцовой стенке Кожуха на клеммовой доске расположены выводы первичной обмотки, на Другой торцовой стенке - выводы вторичной обмотки.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--