Дипломная работа: Станок для сверления отверстий
Выпускаются различные варианты приводов с направляющими. Они отличаются такими характеристиками как:
- диаметр поршня;
- величина хода;
- наличие демпфирования за счет упругих колец;
- датчики опроса положения;
- тип направляющей (направляющая скольжения или шариковая направляющая).
По этим параметрам выбирается необходимый вариант привода, который монтируется в конструкцию станка в соответствии с рисунком 1.7.4.
Процесс сверления книжного блока происходит при горизонтальном перемещении механизма фиксации в направлении вращающихся сверл. Из конструктивных соображениям величина перемещения не превышает 50 миллиметров. В конструкцию блока подачи вводится пневмоцилиндр, осуществляющий возвратно поступательное перемещение на такое расстояние (рис. 1.7.3).
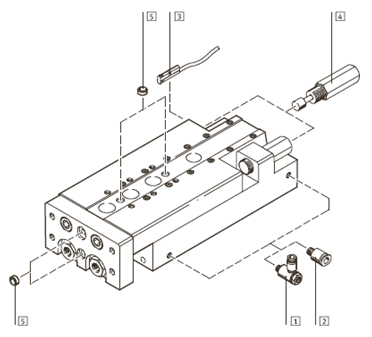
рис. 1.7.3
где: 1 – дроссель с обратным клапаном для регулировки скорости, 2 – цанговый штуцер для подключения шлангов, 3 – датчик положения, 4 – амортизатор, 5 - центрирующий штырь/втулка для центрирования нагрузки.
Приведенное на рис. 1.7.3 устройство относится к классу мини-суппортов, выпускается фирмами производителями с разными значениями параметров, таких как:
- диаметр поршня;
- величина хода;
- упругое демпфирование нерегулируемое;
- датчики опроса положения и др.
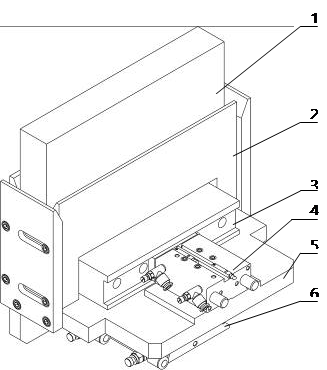
рис. 1.7.4
где: 1 – книжный блок, 2 - устройство фиксации книжного блока, 3 – прижим книжного блок, 4 – пневмоцилиндр перемещения прижима книжного блока, 5 – каретка, 6– пневмоцилиндр привода каретки.
Конструкция мини-суппорта позволяет крепить на его подвижной части исполнительные механизмы, что значительно упрощает конструкцию каретки 5. На рисунке 1.7.4 показано, что каретка, выполненная в виде плиты 5, неподвижно крепится на мини-суппорте 6. Таким образом, блок подачи и его привод функционально совмещены в одном устройстве за счет применения стандартного мини-суппорта.
Совместная работа двух пневмоцилиндров обеспечивается соответствующей пневматической схемой (рис. 1.7.5). Важной частью этой схемы является блок подготовки воздуха (БПВ). Сжатый воздух, поступающий в станок из пневмосети, необходимо предварительно подготовить, т.е. очистить от влаги и грязи (Ф) и ввести в него некоторое количество масла (МР) для смазки подвижных частей пневмоцилиндров.
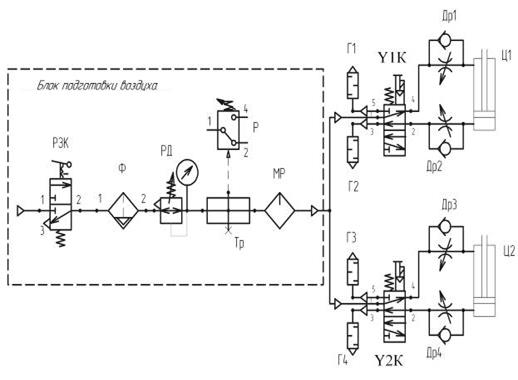
рис. 1.7.5
где: РЭК – ручной запорный клапан, Ф – фильтр-влагопоглотитель, РД - регулятор давления с манометром, Р – реле давления, Тр – разветвитель, МР - маслопаспылитель, Г1-Г4 – глушитель, Y1K,Y2K – пневмораспределитель с управлением, Др1-Др4 – дроссель с обратным клапаном, Ц1 – мини-суппорт, Ц2 – направляющая.
Кроме перечисленного, БПВ включает в себя элементы, позволяющие оператору включать (отключать) пневмосеть (РЭК), согласовывать ее давление с величиной, необходимой для данного станка (РД), контролировать давление в сети на заданное минимальное значение (Р), по достижении которого пневмосеть автоматически отключается.
В состав схемы подачи сжатого воздуха включены также распределители с электроуправлением (Y1K, Y2K), работающие совместно с датчиками перемещения. Смысл их управления состоит в том, что по достижении поршнем пневмоцилиндра (Ц1, Ц2) определенного положения, срабатывает соответствующий датчик положения, закрепленный в пазах пневмоцилиндра. Контакты датчика положения управляют работой распределителя, способного под их действием направлять сжатый воздух в разные части пневмоцилиндра. При этом поршень соответствующего пневмоциндра меняет направление движения и совершает необходимую для станка работу.
Наличие дросселей (Др1-Др4) позволяет за счет регулировки обратного клапана менять скорость движения поршня, т.е. управлять процессом прижима и движением каретки. Для снижения уровня шума, производимого выходящим из камер пневмоцилиндров воздухом, в схему включены глушители Г1-Г4.
1.8 Расчет сверлильной головки