Дипломная работа: Строительная керамика. Производство кирпича и огнеупоров
Карьерные работы включают добычу, транспортировку и хранение промежуточного запаса глины. Вылеживание замоченной глины, ее вымораживание в течении годичного срока на открытом воздухе разрушает природную структуру глины, она диспергируется на элементарные частицы, что повышает пластичность и формовочные свойства керамической массы (см. приложение 1).
Механическая обработка глины осуществляется с помощью глинообрабатывающих машин и имеет цель: выделить или измельчить каменистые включения, гомогенизировать керамическую массу и получить необходимые формовочные свойства. Каменистые включения выделяют из глины, пропуская ее через винтовые камневыделительные вальцы или применяя другие специализированные машины. Можно добиться полного выделения камней из глины гидравлическим обогащением: глину распускают в глиноболтушках, а затем шликер пропускают через сито, на котором отделяются камни размером более 0,5 мм; шликер обезвоживают в мощных распылительных сушилках.
Глину измельчают после выделения каменистых включений. Если их нет в глине, то после доставки на завод ее сразу подвергают грубому дроблению, потом тонкому измельчению. После тонкого измельчения глину надо промять, чтобы получить глиняную массу с необходимой формовочной влажностью.
2.1.2. Формование
Стеновые керамические изделия изготавливают способами пластического формования и полусухого прессования. Из жидких глиняных масс изготавливают некоторые виды облицовочной плитки, санитарно-технические и другие фаянсовые и фарфоровые изделия.
Способ пластичного формования. Изделия стеновой керамики формуют из пластичных глиняных масс на ленточных шнековых прессах, которые могут быть вакуумными и безвакуумными. В корпусе этого пресса вращается шнек – вал с винтовыми лопастями. Глиняная масса, поступая через воронку и питающий валик, перемещается с помощью шнека к сужающейся переходной головке и мундштуку. В этом месте глиняная масса уплотняется, выравниваются давления и скорости по сечению глиняного бруса. Мундштук глиняного пресса для производства кирпича имеет прямоугольное сечение. Для формования пустотелых кирпича и керамических камней, в мундштуке пресса устанавливают пустотообразующий сердечник. Применяются также фасонные вставки с узкими щелями – для формования черепицы, кольцевые для керамических труб.
Из мундштука пресса выходит глиняный брус, который разрезают автоматически резательным аппаратом, получая изделия заданного размера. Плотный вакуумированный сырец устанавливают рядами на печную вагонетку и он поступает в туннельную сушилку в штабеле (без полок). Вакуумирование глины позволяет извлечь из нее воздух, снизить влажность на 3 – 4 %, увеличить прочность сырца в 2 – 3 раза, прочность обожженного изделия увеличивается до 2 раз, его водопоглощение снижается на 10 – 15 %.
Способ полусухого прессования. Керамические изделия формуют способом полусухого прессования из шихты влажностью 8 – 10 %, уплотняемой прессованием под значительным давлением (15 – 40 МПа).
Способ литья. Плитки (толщиной 2 мм) изготавливают способом литья на автоматизированных конвейерных линиях. По конвейеру движутся пористые керамические поддоны, на которые наливные аппараты последовательно наносят шликеры разделительного, плиточного и глазурованного слоев. Двигаясь по конвейеру, керамическая масса быстро подсыхает на пористом поддоне и поступает сначала на зачистное, а затем на режущее устройство. Поддон с отлитой массой проходит конвейер за 22 – 30 минут, после чего он автоматически предается в тепловые установки. Полный цикл производственного процесса (вместе с обжигом) занимает около 2 часов.
2.1.3. Сушка сырца
Перед обжигом изделие надо высушить до содержания влаги не более
5 % во избежание неравномерной усадки и растрескивания при обжиге. Сушку сырца проводят в тоннельных и камерных сушилках.
2.1.4. Обжиг изделий
Обжиг завершает изготовление керамических изделий. В процессе обжига формируется их структура, определяющая технические свойства изделия. Суммарные затраты на обжиг составляют 35 – 40 %, а потери от брака достигают 10% себестоимости товарной продукции. Обжиг керамических изделий осуществляется в туннельных печах с автоматическим управлением (см. приложение 2). Туннельная печь представляет собой длинный канал, выложенный внутри огнеупорной футеровкой. Вагонетки с изделиями, составляющие сплошной поезд, перемещаются в печи и постепенно проходят зоны подогрева, обжига и охлаждения. Максимальная температура обжига кирпича и других стеновых керамических изделий (950 – 1000ºС) необходима для спекания керамической массы. Спекание происходит вследствие цементирующего действия расплава эвтектик (жидкостное спекание), реакций в твердой фазе и кристаллизации новообразований.
2.2. Стеновые керамические изделия.
По плотности и техническим свойствам керамические кирпичи и камни делят на три группы: первая – эффективные плотностью не более 1400 – 1450 кг/м3 с высокими теплозащитными свойствами; вторая – условно-эффективные плотностью 1450 – 1600 кг/м3; третья – обыкновенный кирпич плотностью свыше 1600 кг/м3.
2.2.1. Керамический кирпич
Сплошной керамический кирпич имеет форму прямоугольного параллелепипеда размером 250х120х65мм, с прямыми ребрами, четкими гранями и ровными лицевыми поверхностями; искривление ребер и граней кирпича не должно превышать 3мм. Модульный кирпич имеет размер 250х120х88мм и выпускается с круглыми или щелевыми пустотами, чтобы масса одного кирпича была не более 4кг. Отклонения от размеров не должны превышать установленных величин.
Кирпич не должен иметь механических повреждений и сквозных трещин. Кирпич должен быть нормально обожжен; кирпич недожженный и пережженный – брак. После обжига кирпич должен соответствовать цвету эталона нормально обожженного кирпича. Не допускаются известковые включения (дутики), вызывающие разрушение кирпича.
В зависимости от предела прочности при сжатии кирпич делят на марки: 75, 100, 125, 150, 200, 250, 300. Плотность сплошного кирпича 1600 – 1900 кг/м3, его теплопроводность 0,7 – 0,82 Вт/(м * С). Водопоглощение кирпича выше марки 150 должно быть не менее 6 %, кирпича других марок не менее 8 %. Это требование обеспечивает определенную пористость кирпича, иначе он станет слишком теплопроводен и будет плохо сцепливаться со строительным раствором. Морозостойкость кирпича не менее 15 циклов попеременного замораживания и оттаивания; предусмотрены и более высокие марки морозостойкости: Мрз 25, Мрз 35, Мрз 50.
Кирпич применяют в основном для кладки стен зданий, изготовления сборных стеновых панелей, кладки печей и дымовых труб.
Ниже приведены образцы кирпича выпускаемого заводом ПКК:
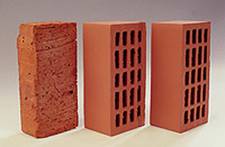
Рис. 2.1. Слева на право: обычный рядовой кирпич, рядовой кирпич ПКК, лицевой кирпич ПКК.

Рис. 2.2. Фигурные (фасонные) кирпичи.

Рис. 2.3. Одинарный и утолщенный кирпич.

Рис. 2.4. Классический и планируемые к выпуску цвета.