Дипломная работа: Сварка никеля
По разведанным запасам никеля наша страна занимает одно из первых мест в мире. Среди капиталистических стран ведущая роль в добыче никелевых руд принадлежит Канаде.
В отличие от Земли, где никель встречается лишь “в компании” с другими элементами, многие небесные тела располагают чистым никелем. Если бы вам удалось достать с неба звезду, вы возможно нашли бы на ней изотоп никеля – никель-80 (на Земле этот элемент существует в виде пяти более лёгких изотопов). Удельный вес земного никеля – 8,9 грамма на кубический сантиметр. На звёздах, где плотность материи очень велика (например, на белых карликах), 1 кубический сантиметр никеля весит тонны!
В довольно больших количествах космический никель попадает и на нашу планету. По подсчётам советских учёных, ежегодно на каждый квадратный километр мирового океана падает в виде метеоритов до 250 граммов никеля.
Технологическая часть
При сварке никеля возникают следующие затруднения:
· поглощение газов жидким металлом и резкое падение их растворимости при переходе металла в твёрдое состояние, что приводит к пористости шва. Поэтому лучше применять правую сварку, дающую замедленное охлаждение металла шва, что уменьшает пористость;
· образование тугоплавкой окиси никеля, имеющей температуру плавления 1650 - 1660°С. Удаление окисей осуществляется с помощью флюсов: плавленой буры; смеси из 25% буры и 75% борной кислоты; насыщенного раствора борной кислоты в спирте; смеси из 50% борной кислоты, 30% буры, 10% поваренной соли и 10% углекислого бария. Применяют и более сложные флюсы, содержащие, кроме буру и борной кислоты, хлористые соединения магния, марганца и лития, а также хлористый кобальт, феррованадий и титановый концентрат.
Газовой сваркой никель сваривается удовлетворительно. Листы толщиной до 1,5 мм свариваются без присадочного металла, с отбортовкой кромок на высоту (1 + 1,5) S, где S – толщина металла, мм. Листы толщиной до 4 мм свариваются встык без скоса кромок. Для больших толщин делают односторонний скос под углом 35-45°. Сварку внахлёстку не применяют ввиду значительных деформаций при нагревании листов. Листы перед сваркой скрепляют прихватками через каждые 100-200 мм. Сварку ведут отдельными участками обратноступенчатым способом.
Пламя не должно иметь избытка кислорода, который вызывает появление пор, а наплавленный металл получается хрупким. Допустимо применять пламя с небольшим избытком ацетилена. При сварке никеля мощность пламени берут 140-200 дм![]() /ч ацетилена, а при сварке монельметалла* - 100 дм
/ч ацетилена, а при сварке монельметалла* - 100 дм![]() /ч на 1 мм толщины металла. В качестве присадки применяют полоску из основного металла или проволоку такого же состава. Диаметр проволоки должен быть равен половине толщины свариваемого листа. Хорошие результаты даёт никелевая проволока, содержащая до 2% марганца и не более 0,2% кремния. Предел прочности сварного соединения 26-28 кгс/мм
/ч на 1 мм толщины металла. В качестве присадки применяют полоску из основного металла или проволоку такого же состава. Диаметр проволоки должен быть равен половине толщины свариваемого листа. Хорошие результаты даёт никелевая проволока, содержащая до 2% марганца и не более 0,2% кремния. Предел прочности сварного соединения 26-28 кгс/мм![]() , угол загиба до 90°.
, угол загиба до 90°.
Сварка нихрома (75-80% никель, 15-18% хрома, до 1,2-1,4% марганца), имеющего температуру плавления 1390°С и малую теплопроводность, затрудняется образованием тугоплавкой плёнки окиси хрома, которую удаляют механическим путём. Сварку следует вести с максимальной скоростью и без перерывов. Повторная и многослойная сварка вызывает трещины, рост зерна и межкристаллитную коррозию металла шва.
Пламя должно иметь некоторый избыток ацетилена. Мощность пламени 50-70 дм![]() /ч ацетилена на 1 мм толщины металла. Применяют флюс-пасту состава (%): буры 40; борной кислоты 50; хлористого натрия или фтористого калия 10; флюс разводят на воде. В качестве присадочного прутка применяют полоску из свариваемого металла шириной 3-4 мм или проволоку из нихрома ЭХН-80. После отжига сварное соединение имеет предел прочности 35-45 кгс/мм
/ч ацетилена на 1 мм толщины металла. Применяют флюс-пасту состава (%): буры 40; борной кислоты 50; хлористого натрия или фтористого калия 10; флюс разводят на воде. В качестве присадочного прутка применяют полоску из свариваемого металла шириной 3-4 мм или проволоку из нихрома ЭХН-80. После отжига сварное соединение имеет предел прочности 35-45 кгс/мм![]() .
.
Никель относится к переходным d-металлам, расположен в восьмой группе периодической системы элементов Д.И. Менделеева и является одним из важных промышленных металлов. Чистый никель имеет высокую прочность и пластичность. Высокие пластические свойства никель сохраняет при низких температурах. При 20 К предел прочности никеля достигает 774 МПа, а относительное удлинение – 48%. Никель обладает высокой химической стойкостью. По сопротивляемости коррозии он превосходит медь и латунь, устойчив против коррозии в морской воде, в нейтральных и щелочных растворах солей, серной, азотной, соляной и угольной кислот. Достаточно стоек в разбавленных органических кислотах и исключительно стоек в щелочах любой концентрации. Температура плавления никеля 1 728 К, плотность 870 – 890 кг/м![]() , коэффициент линейного расширения 13,3 * 10
, коэффициент линейного расширения 13,3 * 10![]() К
К![]() .
.
Никель широко применяется в химической промышленности для изготовления аппаратуры, в электронной промышленности для изготовления деталей электровакуумных приборов и внутриламповой арматуры (анодов, сеток, кернов оксидных катодов), а так же в других отраслях промышленности. Сложнолегированные никелевые жаропрочные сплавы являются основным конструкционным материалом современных газовых турбин, реактивных и ракетных двигателей, летательных аппаратов (диски, лопатки, роторы и др.). В электрохимической промышленности применяются сплавы никеля с медью и железом типа монель и константан для изготовления катодов.
Особенности диффузионной сварки никеля и его сплавов определяются их свойствами и составом, в частности термодинамической прочностью окисной плёнки, сопротивлением ползучести и деформационной способностью металла. На чистом никеле при нагреве образуется только один окисел NIO, имеющий сравнительно высокую упругость диссоциации 1,3 * 10![]() - 1,3 * 10
- 1,3 * 10![]() Па при 1 273 – 1 373 К. Однако никель, как d–переходный металл, образует с кислородом устойчивый хемосорбированный комплекс. Удаление кислорода обусловлено его диффузией при сварке в глубь металла. Растворимость кислорода в никеле составляет 0,012% при 1 473 К и с понижением температуры увеличивается. Расчёты показывают, что длительность растворения окисной плёнки толщиной 0,005 мкм в никеле при температуре 1 173 – 1 473 К изменяется от нескольких секунд до десятых долей секунды. Поэтому окисная плёнка на никеле не вызывает особых затруднений пр сварке. Электротехнические никелевые сплавы типа монель и константан также образуют термодинамически непрочные окислы, близкие к никелю по другим свойствам, и их сварка существенно не отличается от сварки никеля. Жаропрочные никелевые сплавы являются сложнолегированными и имеют в своём составе хром, алюминий, титан, молибден, вольфрам, ниобий и другие элементы, обладающие большим сродством к кислороду и обеспечивающие высокую жаростойкость и жаропрочность. Именно эти свойства и затрудняют диффузионную сварку жаропрочных сплавов. Наличие весьма прочной и трудно удалимой окисной плёнки, богатый хромом, алюминием, титаном, препятствует диффузионной сварке. Удаление этих окислов из стыка связана с протеканием сложных окислительно-восстановительных процессов.
Па при 1 273 – 1 373 К. Однако никель, как d–переходный металл, образует с кислородом устойчивый хемосорбированный комплекс. Удаление кислорода обусловлено его диффузией при сварке в глубь металла. Растворимость кислорода в никеле составляет 0,012% при 1 473 К и с понижением температуры увеличивается. Расчёты показывают, что длительность растворения окисной плёнки толщиной 0,005 мкм в никеле при температуре 1 173 – 1 473 К изменяется от нескольких секунд до десятых долей секунды. Поэтому окисная плёнка на никеле не вызывает особых затруднений пр сварке. Электротехнические никелевые сплавы типа монель и константан также образуют термодинамически непрочные окислы, близкие к никелю по другим свойствам, и их сварка существенно не отличается от сварки никеля. Жаропрочные никелевые сплавы являются сложнолегированными и имеют в своём составе хром, алюминий, титан, молибден, вольфрам, ниобий и другие элементы, обладающие большим сродством к кислороду и обеспечивающие высокую жаростойкость и жаропрочность. Именно эти свойства и затрудняют диффузионную сварку жаропрочных сплавов. Наличие весьма прочной и трудно удалимой окисной плёнки, богатый хромом, алюминием, титаном, препятствует диффузионной сварке. Удаление этих окислов из стыка связана с протеканием сложных окислительно-восстановительных процессов.
Повышение жаропрочности и сопротивления ползучести за счёт молибдена, вольфрама и других элементов, подавляющих диффузионную подвижность атомов. Этим обусловлена также более высокая, чем у обычных сталей, температура рекристаллизации жаропрочных сплавов. Естественно, что получение сварных соединений способом, сущность которого заключается в использовании процессов диффузии и рекристаллизации, затруднено. Термодеформационное воздействие при диффузионной сварке жаропрочных сплавов должно быть более сильным, чем при сварке углеродистых и низколегированных сталей. За нижний предел температуры сварки принимают температуру начала развития процентов рекристаллизации и диффузии. Для большинства жаропрочных сплавов эта температура близка к 1 323 – 1 373 К. За верхний предел температуры сварки принимают температуру разупрочнения сплавов. При этом следует учитывать также возможность резкого падения пластичности сплавов с повышением температуры.
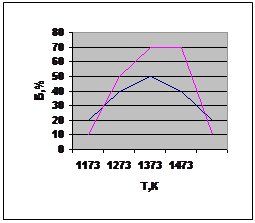 Приведена диаграмма технологической пластичности двух никелевых сплавов. Из диаграммы следует, что при 1 473 К происходит резкое падение пластичности сплавов. Если при диффузионной сварке жаропрочных сплавов в результате пластической деформации сжатия произойдёт течение металла, то в зоне соединения образуются трещины. Такое состояние возможно, несмотря на малые величины деформации при диффузионной сварке, так как с повышением температуры пластичность металла близка к нулю. Таким образом, верхний предел температуры сварки большинства жаропрочных сплавов не превышает 1 473 – 1 523 К. Остальные параметры режимов диффузионной сварки жаропрочных сплавов определяют так же, как и для других металлов, исходя из условий ползучести и диффузии.
Приведена диаграмма технологической пластичности двух никелевых сплавов. Из диаграммы следует, что при 1 473 К происходит резкое падение пластичности сплавов. Если при диффузионной сварке жаропрочных сплавов в результате пластической деформации сжатия произойдёт течение металла, то в зоне соединения образуются трещины. Такое состояние возможно, несмотря на малые величины деформации при диффузионной сварке, так как с повышением температуры пластичность металла близка к нулю. Таким образом, верхний предел температуры сварки большинства жаропрочных сплавов не превышает 1 473 – 1 523 К. Остальные параметры режимов диффузионной сварки жаропрочных сплавов определяют так же, как и для других металлов, исходя из условий ползучести и диффузии.
Диффузионную сварку в вакууме никеля и никеля с другими металлами можно выполнять в широком диапазоне параметров режима, однако в большинстве работ рекомендуется температура 1 273 К, давление сжатия 14,7 МПа, время сварки 10 минут при вакууме 1,3 * 10![]() Па. С экспериментальными данными согласуются расчётные [5], полученные из условия образования фактического контакта при установившейся ползучести по уравнению: t = A
Па. С экспериментальными данными согласуются расчётные [5], полученные из условия образования фактического контакта при установившейся ползучести по уравнению: t = A![]() exp
exp![]() , где t – длительность сглаживания микро неровностей, с; А – коэффициент, зависящий от чистоты и класса обработки поверхности, равный 5 * 10
, где t – длительность сглаживания микро неровностей, с; А – коэффициент, зависящий от чистоты и класса обработки поверхности, равный 5 * 10![]() при обработке по Rа = 1,25 мкм; В – коэффициент, изменяющийся от 5 * 10
при обработке по Rа = 1,25 мкм; В – коэффициент, изменяющийся от 5 * 10![]() до 7 * 10
до 7 * 10![]() ; р – давление сжатия, МПа; m – коэффициент, изменяющийся обычно от 3 до 5; DН
; р – давление сжатия, МПа; m – коэффициент, изменяющийся обычно от 3 до 5; DН![]() - энергия активации ползучести, кДж/моль; R – универсальная газовая постоянная; R = 8,315 кДж/моль; Т – температура сварки, К.
- энергия активации ползучести, кДж/моль; R – универсальная газовая постоянная; R = 8,315 кДж/моль; Т – температура сварки, К.
Закономерности диффузионных процессов в приконтактной зоне при сварке никеля изучены в работе [8]. Установлена неоднородность диффузионного потока в приконтактных слоях никеля, обусловленная рельефом соединяемых поверхностей и неоднородностью пластической деформации приповерхностных слоёв металла. В узкой приконтактной зоне наблюдается высокая скорость диффузии (коэффициент диффузии 10![]() - 10
- 10![]() см
см![]() /с), что соответствует диффузионной подвижности вдоль границ зёрен с наиболее благоприятной для диффузии разориентировкой зёрен. Причём в случае предварительного электролитического полирования поверхностей, глубина этой зоны 10 мкм, а при механическом шлифовании эффект ускорения диффузии сохраняется на значительном расстоянии от поверхности. С повышением температуры и давления сжатия диффузионный поток становится более однородным по всей приконтактной зоне. Энергия активации равна, примерно, половине энергии активации самодиффузии никеля и изменяется в зоне сварки. Минимальное значение энергии активации близко к энергии активации зернограничной диффузии и увеличивается по мере удаления от поверхности контактирования. Выполненные в ряде работ исследования показали, что приведённый режим обеспечивает протекание всех процессов, необходимых для получения качественных соединений с пределом прочности до 539 МПа. Повышение температуры сварки до 1 373 К приводит к значительному росту зерна за счёт собирательной рекристаллизации. Увеличение времени сварки также приводит к некоторому разупрочнению металла в зоне соединения. Уменьшение времени сварки возможно при более тщательной подготовке соединяемых поверхностей. Сварку никеля можно выполнять не только в вакууме, но и в водороде. В некоторых работах использовали водород с точкой росы 233 К.
/с), что соответствует диффузионной подвижности вдоль границ зёрен с наиболее благоприятной для диффузии разориентировкой зёрен. Причём в случае предварительного электролитического полирования поверхностей, глубина этой зоны 10 мкм, а при механическом шлифовании эффект ускорения диффузии сохраняется на значительном расстоянии от поверхности. С повышением температуры и давления сжатия диффузионный поток становится более однородным по всей приконтактной зоне. Энергия активации равна, примерно, половине энергии активации самодиффузии никеля и изменяется в зоне сварки. Минимальное значение энергии активации близко к энергии активации зернограничной диффузии и увеличивается по мере удаления от поверхности контактирования. Выполненные в ряде работ исследования показали, что приведённый режим обеспечивает протекание всех процессов, необходимых для получения качественных соединений с пределом прочности до 539 МПа. Повышение температуры сварки до 1 373 К приводит к значительному росту зерна за счёт собирательной рекристаллизации. Увеличение времени сварки также приводит к некоторому разупрочнению металла в зоне соединения. Уменьшение времени сварки возможно при более тщательной подготовке соединяемых поверхностей. Сварку никеля можно выполнять не только в вакууме, но и в водороде. В некоторых работах использовали водород с точкой росы 233 К.
Примером диффузионной сварки изделий из никеля может служить изготовление керна оксидного катода водородного тиратрона, как показано на рисунке.
Диффузионную сварку электротехнических никелевых сплавов типа монель и константан проводят в многоместных приспособлениях, обеспечивающих сварочное давление за счёт различия в коэффициентах линейного расширения свариваемых металлов и металла оправки. Стяжные болты обычно изготавливают из молибдена. Режимы сварки электротехнических сплавов незначительно отличаются от режимов сварки никеля, что обусловлено разницей в их физико-механических свойствах. Например, введение меди приводит к снижению сопротивления металла деформированию, к интенсификации диффузионных и рекристаллизационных процессов и к снижению температуры сварки до 1 173 К.
| Материал | DIN | Шифр | Тип | Химический состав % (по массе) | Применение | |||||||||
| Ni | Cu | Fe | Ai | Ti | Cr | Mo | Mn | Si | ост | |||||
| Никель | 17740 |
2.4050 2.4060 2.4068 | - | 99,0-99,8 | - | - | - | - | - | - | - | - | - | Химические аппараты, детали ламп накаливания и электронных трубок |
| Никелемедные сплавы | 17743 |
2.4360 2.4866 |
Монель К-монель |
>63 >63 |
28-34 К-во Просмотров: 432
Бесплатно скачать Дипломная работа: Сварка никеля
| |||||||||