Дипломная работа: Технологические возможности станка 2654
2. Если номер конуса у инструмента не совпадает с номером конуса шпинделя, необходимо использовать переходные втулки соответствующего номера. С наружным конусом, соответствующим конусу отверстия шпинделя и с внутренним, соответствующим конусу хвостовика инструмента (рисунок 3б)
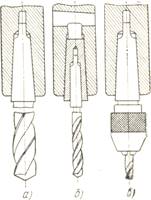
Рисунок 2 - Установка режущего инструмента в шпинделе станка:
а) непосредственно в отверстие шпинделя, б) с помощью переходной втулки, в) с помощью патрона
3.Удалять режущий инструмент, переходные втулки и патроны из отверстия шпинделя можно с помощью специальных клиньев (рисунок 3) или эксцентрикового ключа (рисунок 4).
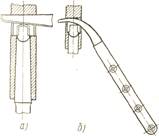
Рисунок 3 - Клинья для удаления инструмента из шпинделя станка: а) - плоский, б) - радиусный

Рисунок 4 – Эксцентриковый ключ для удаления режущего инструмента из шпиндельного станка
Для удаления инструмента в паз шпинделя вставляют плоский клин (рисунок 3а) и легкими ударами молотка по торцу клина выбивают инструмент из шпинделя. Радиусным ключом (рисунок 3б) надо пользоваться как рычагом: вставив его изогнутый конец в паз шпинделя, нажимать сверху вниз на противоположный конец, постепенно продвигая клин глубже в паз, пока не выпадет инструмент. Эксцентриковый ключ (рисунок 4) также вставляют в паз шпинделя и поворотом рычага удаляют инструмент.
4. Правильно (по назначению) использовать различные патроны для зажима инструмента.
В самоцентрирующихся кулачковых патронах закрепляют режущий инструмент с цилиндрическим хвостовиком (рисунок 2в). Режущий инструмент в этом патроне прочно удерживается силами резания, и чем они будут больше, тем прочнее закреплен инструмент.
1.3 Устройство и принцип работы станка
Устройство станка
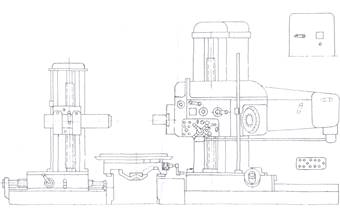
Рисунок 5 -Расположение органов управления станка
Расточной шпиндель и планшайба вращаются на точных подшипниках качении. Азотированный расточный шпиндель имеет высокую поверхностную твердость и длительно сохраняет свою точность. Шпиндель имеет верхний предел скорости вращения 950 об/мин. Переключение скоростей вращения производится посредством специального механизма с серводвигателем и автоматическим импульсным устройством (защищающим торцы зубьев колес от износа) с селективной установкой на выбранную скорость.
Привод встроенной планшайбы с радиальным суппортом может быть отключен при вращении расточного шпинделя во всем диапазоне скоростей, что повышает точность и важно с точки зрения техники безопасности.
Рабочие подачи и установочные перемещения стойки бабки шпинделя радиального суппорта и стола производятся от отдельных электродвигателей постоянного тока с широким диапазоном изменения скорости. Благодаря применению созданного на заводе типового электрического привода подачи с диапазоном скорости исполнительных двигателей 1:1800упрощена конструкция станков. Кинематические цепи станков короткие и простые без коробки подач и муфт переключения.
Каждый двигатель подачи имеет диапазон скорости достаточной для точных установочных движений, для рабочей подачи и для быстрых установочных перемещений. Динамическое быстродействие привода и жесткость цепей повышают точность установочных перемещений подвижных органов станка и позволяют осуществлять эти перемещения электромеханически от специального электрического оператора без ручных штурвалов.
Зажим и отжим подвижных рабочих органов станка автоматизирован, связан с выбором движения того или иного подвижного органа и производится без участи работающего. Конструкция зажимов обеспечивает прижатие направляющих к двум взаимно перпендикулярным плоскостям и исключает тем самым влияние зазоров в направляющих на точность установки.
Наблюдение за точностью поворота стола через каждые 90 градусов производится при помощи встроенного механизма с индикатором. Для отсчета поворота стола на любой угол имеется круговая шкала. Система управления станка сокращает вспомогательное время и не требует приложения со стороны работающего тяжелых, утомляющих усилий.
Управление всеми движениями станка осуществляется с центрального электрического пульта на шпиндельной бабке и дистанционно с дублирующего переносного пульта. Величина подачи может изменяться в процессе резания посредством электрического вариатора. Ручное управление перемещениями подвижных рабочих органов производится посредством специального электрического оператора, позволяющего менять скорость при перемещении, не отрывая руки. Осевая установка шпинделя может производиться также посредству вспомогательного штурвала. Для контроля положения оси люнета стойки при совмещении с осью шпинделя служит оптический прибор.
Принцип работы станка
Принцип действия станка заключается в следующем. Инструмент закрепляется в шпинделе или в суппорте планшайбы, он получает главное движение- вращение. Заготовку устанавливают непосредственно на столе или в приспособлении. Столу сообщается продольное или поперечное поступательное движение. Шпиндельная бабка перемещается в вертикальном направлении по передней стойке (одновременно с ней вертикально перемещается опорный люнет на задней стойке). Расточной шпиндель получает поступательное перемещение. Суппорт планшайбы перемещается по планшайбе в радиальном направлении. Все эти движения являются движениями подач.
1.4 Кинематика станка
Привод вращения выдвижного расточного шпинделя осуществляется от электродвигателя М1 переменного тока через зубчатые передачи коробки скоростей и шкивные пары.
Изменение скоростей вращения достигается путём переключения:
а) двойного блока зубчатых колёс Z=71, Z=58;
б) малого тройного блока зубчатых колёс Z=21, Z=29, Z=25;
в) большого тройного блока зубчатых колёс Z=31, Z=58, Z=22;
г) зубчатой муфты колеса Z=32.
При включении зубчатой пары Z=32, Z= 64 расточной шпиндель вращается в нижнем диапазоне скоростей от 7,5 до 375 об/мин.