Дипломная работа: Технологія виконання барного столика
Робота на токарному верстаті по дереву, в принципі, нескладна, але вимагає навику і уміння "відчувати" оброблювану деталь. Саме тоді вона стає справжнім мистецтвом, в якому знаходять своє вираження уява і творчість.
Токарний верстат по дереву має одну обмежену функцію: він лише обертає дерев'яну заготівку. Столяр же з простого шматка дерева поступово виточує закінчений предмет.
На відміну від інших машин для обробки дерева, що використовуються лише на тих або інших проміжних стадіях, токарний верстат годиться для всіх операцій - від чорнової обробки до полірування. Необхідний інструмент - це жолобчасті (циліндрові або у формі букви "V") і плоскі стамески, різці. Верстат обертає заготівку, а рука контролює рух різця. Залежно від того, який предмет треба виготовити, існує два способи кріплення заготівки. У першому випадку дерев'яна деталь затискається горизонтально між центрами передньої і задньої бабок. Другий спосіб передбачає установку заготівки виключно в передній бабці за допомогою патрона або планшайби.
Будова токарного верстата.
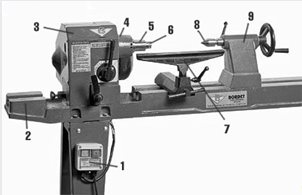
1. Вимикач "Пуск-стоп"
2. Станина
3. Передня бабка
4. Перемикач швидкості (з варіатором)
5. Шпиндель
6. Повідковий центр
7. Різцетримач
8. Центр задньої бабки
9. Задня бабка.
Додатковий інструмент
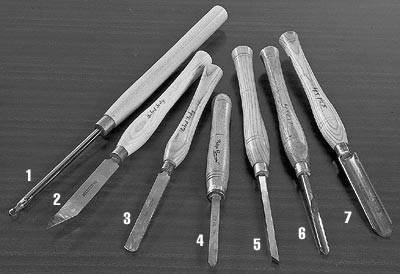
1. Жолобчаста стамеска
2. Різець-майсель (2 мм)
3. Напівкруглий різець
4. Відрізний різець
5. Скошена стамеска (косяк)
6. Напівкругла стамеска для обробки фасонної поверхні
7. Жолобчаста стамеска для чорнової обробки (рейер)
Принцип дії
Весь механізм верстата укріплений на станині, зробленій з двох сталевих брусів або з профільних чавунних або алюмінієвих балок. З одного боку станини розташовується передня бабка, усередині якої розміщений електричний двигун (0,5-1,5 к. с.), що обертає шпиндель. Останній має конус Морзе, в нього може вставлятися повідковий центр (з двома, трьома або чотирма ножами і одним вістрям), патрон або планшайба. З другого боку верстата знаходиться задня бабка, центр якої підтискає заготівку, утримуючи її в горизонтальному положенні.
Різцетримач, що обертається на всі боки, розташований як можна ближче до заготівки, підтримує і направляє різець.
На верстатах з ручним регулюванням швидкість (частота) обертання може перемикатися (від 450 до 2000 об/хв) важелем коробки передач, в якій розташовані шківи з підшипниками. У складніших моделях верстатів коробки передач замінена електронним варіатором, що дозволяє плавно регулювати швидкість на ходу.
Обробляти заготовки в розмір по товщині і досягати паралельності протилежних сторін можна на рейсмусних верстатах.
Особливо широко поширений однобічний рейсмусний верстат, побудований на принципі базування і обробки заготовок. Оброблювана заготівка базується на поверхні столу; подача здійснюється лише верхніми подаючими валиками, причому в першій по ходу парі верхній валик для збільшення зчеплення з деревиною має рифлену поверхню. Для підвищення чистоти стругання у верстаті є дві спеціальні притискні колодки. Вони є нижніми кромками литого захисного кожуха, що закриває ножовий вал верстата зверху. Колодкою важкий кожух давить на поверхню заготівки безпосередньо біля місця виходу з неї лез ножів і тим самим запобігає відщепленню верхніх волокон. Колодка служить в основному для усунення вібрації заготівки при струганні.