Дипломная работа: Технологія виконання барного столика
1. На спеціальному верстаті меблеві щити розрізають на елементи потрібного розміру. Точність розрізу контролює лазерна техніка. Потім на робочому столі в майстерні за допомогою шліфувальної машини вирівнюють краї елементів. Після вирівнювання країв плоскою фрезою в елементах виконують пази для кріплення деталей меблів один до одного.

2.Вертикальні і горизонтальні елементи сполучають один з одним. Для цього пази заповнюють клеєм, і в них вставляють тонкі кріпильні пластини з дерева. Після висихання проклеєну поверхню меблевих деталей ретельно шліфують до абсолютної гладкості. Аби після збірки деталі столика сервіровки.

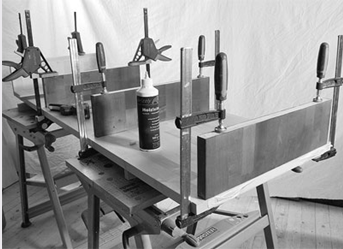
3.Знаходилися в строго вертикальному або строго горизонтальному положенні, на якийсь час їх фіксують металевими затисками. Так само за допомогою затисків фіксують деталі нижньої частини барного столика. Після остаточного висихання клею затиски знімають.

4. Потім фасади висувних ящиків за допомогою широкої кисті покривають морилкою з відтінком "під вишню". При збірці верхньої частини барної стійкі вертикальні елементи, що забезпечують жорсткість, фіксуються металевими затисками.
5. Стики між горизонтальним щитом і вертикальними елементами жорсткості додатково укріплюють металевими профілями. Для їх кріплення електродрилем намічають отвори. Гвинти вставляють в отвори і прикручують за допомогою шуруповерта.
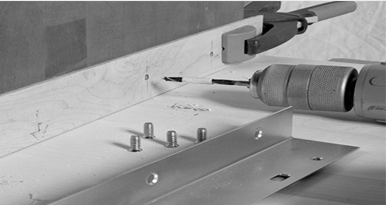
6. Деталі висувних ящиків для барной стійки також вирізують з меблевих щитів. Місця майбутнього кріплення металевої фурнітури розмічають олівцем, заздалегідь визначивши положення кожного шурупа.

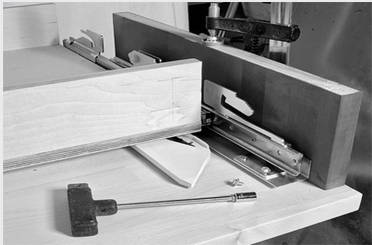
7. В точках розмітки свердлять отвори, після чого до деталей ящиків пригвинчують металеву фурнітуру. Ящики висуватимуться і засуватимуться, ковзаючи по тих, що направляють, тому в кріпильну конструкцію входять обмежувачі руху.
8. Всі деталі ящиків грунтують, а потім покривають лаком в два шаруючи. Після висихання лаку їх повторно шліфують. Після чого з тильного боку фасадів ящиків розмічають крапки для кріплення ручок і свердлять отвори.

До фасадів ящиків кріплять металеву фурнітуру, що забезпечує рух по тих, що рейковим направляють. Зібравши всі ящики, перевіряють, наскільки легко вони ковзають по тих, що направляють, при цьому здійснюється точна підгонка.

10. Верхню частину барної стійки відділятимуть від нижньої металеві "ніжки". Елементи для них підганяють під потрібний розмір. Верхню частину барної стійки закріплюють над нижньою. Після чого ще раз перевіряють легкість ковзання вбудованих ящиків. Найостанніша операція - кріплення коліс до столика сервіровки.

Процес пиляння :
Перед роботою лучковою пилою перевіряють поверхню полотна і його натяг. Полотно повинно бути прямолінійним, без перекосів. По відношенню до станка (лучка) його встановлюють під кутом 30° і добре натягують.
Дошку, яку потрібно розпилювати вздовж, закріплюють на верстаку так, щоби частина, яку потрібно відпиляти, виступала ззовні (див. рис. 5,а). Далі за допомогою лінійки чи рейсмуса проводять розмітку, після чого лівою рукою беруть пилу за кінець стійки біля тятиви, а правою за другий кінець стійки біля полотна проводять пиляння, причому при холостому ході (вверх) пилу відводять від дна розпилу. Пиляти потрібно спокійно, рівно, без різких рухів і сильних нажимів. В процесі пиляння пилу необхідно тримати вертикально, тому що при її відхиленні пропил утвориться нерівний.
При поперечному розпилюванні (див. рис. 5,б) дошку кладуть на верстак так, щоби відпилювальна частина звисала з нього. Притримуючи заготівку лівою рукою, правою беруть за стійку лучкову пилу і рівномірно без натиску (пиляння здійснюється за рахунок ваги лучка) розпилюють дошку. Перед закінченням розпилювання рух пили потрібно сповільнити для запобігання відламування відрізків. Рух пили при пилянні повинен бути рівномірним (ритмічним) – від 60 до 80 разів за хвилину. Запил (початок пиляння) правильно проводять за допомогою великого пальця лівої руки, з плавним рухом на себе з невеликим натиском
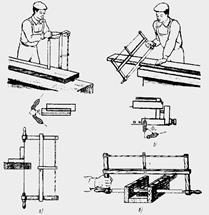
Рис. 5. Розпилювання дошок: а - повздовжнє, б - поперечне, в - поперечне і під кутом лучковою пилою в розпилювальному ящику
Для ручного свердління застосовують такі пристосування: бурав, коловорот, свердлилка, шестеренчастий дриль, тріскачка.
Бурав (буравчик) (див. рис. 6, а, б) має Т-подібну ручку або хвостик з отвором для ручки, а з другого боку різальну гвинтову частину. Застосовують його для свердління неглибоких отворів діаметром від 2 до 38 мм. Коловорот (в) складається зі стального колінчастого валика 3, посередині якого вільно насаджена ручка 4; внизу патрон 7 для кріплення свердла і тріскача 6; на верхньому кінці натискна головка 1.
Свердлилка (г) складається зі стального стержня з різьбою 11, патрона для свердла 12, вільно обертаючої головки 9 і металевої ручки-гайки 10. Застосовують його для свердління неглибоких отворів діаметром до 5 мм.