Дипломная работа: Виготовлення штока бурового насосу УНБ-600
mод.фр =3
Тоді коефіцієнт закріплення операції буде дорівнювати
 , де:
, де:
Ср – число робочих місць (верстатів) на яких виконуються ці операції;
Ср2 – число верстатів одного найменування;
mд2 – кількість найменувань (типорозмірів);
mод.і – кількість операцій, що закріплюється за одним верстатом при обробці деталей одного найменування;
![]()
Згідно коефіцієнта закріплення операції приймаємо виробництво середньосерійне, при якому Кз.о =10–20.
2.4 Вибір заготовки
Вид заготовки в значній степені впливає на характер технологічного процесу механічної обробки деталі. Від величини припуска на механічну обробку залежить собівартість механічної обробки.
Чим більша заготовка по формі і розмірах готової деталі, тим менше потрібно затрат на її обробку.
Найбільший вплив на вибір виду заготовки має матеріал, розміри і форма деталі, тип виробництва. Із застосованих в машинобудуванні заготовок (прокат, відливка і поковки) в якості заготовки тарілки, враховуючи, що матеріал тарелі сталь 45ХН ГОСТ 4543–71, тип виробництва – середньосерійний, приймаємо заготовку із прокату.
Діаметр заготовки – 93 мм.
2.5 Розрахунок маси заготовки і коефіцієнт використання металу
Масу заготовки визначають по формулі:
m3 = V·![]() , де
, де
![]() – щільність сталі:
– щільність сталі:
![]() = 7,85 кг/дм3
= 7,85 кг/дм3
mзаг = m1 +m2 +m3 +m4 +m5
![]()
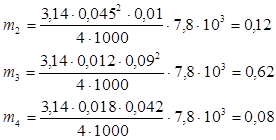
mзаг =1,6 кг.
Коефіцієнт використання металу визначаємо з відношення маси деталі до маси вихідної заготовки.
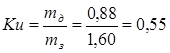
Відносно високе значення коефіцієнта свідчить про правильний вибір виду заготовки з точки зору корисного використання металу.
2.6 Економічне обґрунтування вибору заготовки
Для того, щоб вибрати економічно вигідний варіант заготовки, необхідно визначити технологічну собівартість заготовки по двох варіантах.
Технологічна собівартість визначається по формулі: