Контрольная работа: Анализ построения роботизированных технологических комплексов
Конвейер для перемещения заготовок качением состоит из опорной и двух боковых стенок (рис.8, и). Для предотвращения самопроизвольного выпадания заготовок (особенно при большом угле наклона) предусмотрена предохранительная полоса. В конвейерах для перемещения заготовок по свободно, вращающимся роликам (рис.8, к) последние устанавливают на осях, укрепленных в боковых стенках, которые между собой жестко соединяют стяжками. В качестве ролика используют шарикоподшипник или два шарикоподшипника, запрессованные во втулку. Для уменьшения скорости перемещения заготовок в лотковых конвейерах, применяют амортизаторы, свисающие ремни, а также разные конструкции спусков.
Конвейеры прерывистого действия. Шаговые конвейеры наиболее распространены и бывают двух типов: с убирающимися собачками (рис.9, а) или поворачивающимися захватными устройствами (рис.9, б). У первого типа конвейеров заготовки (спутники) перемещают по направляющим захваты в виде подпружиненных храповых собачек, укрепленных на осях в штанге, совершающей возвратно-поступательное движение с помощью гидравлического цилиндра. При движении штанги вперед собачки упираются в заготовки и перемещают их на шаг. При обратном ходе собачки утапливаются в штангу и проходят под заготовки, не передвигая ее. Основным недостатком конвейера является засорение стружкой храповых собачек.
У второго типа конвейеров (см. рис.9, б) заготовки перемещают по направляющим захватные устройства в виде флажков, укрепленных неподвижно на круглой штанге, совершающей последовательно возвратно-поступательное и вращательное движения с помощью гидравлических цилиндров 5 и 7 и рычага. При движении штанги вперед флажки упираются в заготовки и перемещают их на шаг. Затем штанга поворачивается на угол (при котором флажки не задевают детали) и возвращаются в исходное положение. Далее флажки опускаются, и цикл повторяется. Вероятность засорения стружкой флажков в этом конвейере меньше.
Перекладывающие планочные конвейеры обычно применяют для перемещения заготовок, для которых не допускается повреждение обработанной поверхности при скольжении по направляющим (рис.9, в). Заготовки движутся по направляющим последовательным перекладыванием посредством планки, совершающей движение от вращающихся эксцентриков по сложному циклу - подъем, движение вперед, опускание, движение назад.
Пилообразные конвейеры применяют для перемещения заготовок типа вал поперек оси. Конвейер одинарного действия (рис.9, г) состоит из двух неподвижных пилообразных реек, между которыми размещены две подвижные рейки, перемещаемые вверх - вниз от кулачкового (кривошипного) механизма. В результате этого движения подвижные рейки перебрасывают заготовки через вершины неподвижных реек. Для увеличения, производительности в конвейерах двойного действия (рис.9, д) подвижные рейки смещены относительно неподвижных на пол шага. Принцип работы конвейера аналогичен предыдущему. Детали скатываются по наклонной части реек под действием силы тяжести.
Гребенчатые конвейеры предназначены для перемещения заготовок с заплечиками, типа шатун, (рис.9, е) и имеют две направляющие, между которыми размещена гребенка, совершающая движение вверх - вниз (с амплитудой 8…10 мм) с помощью приводного механизма. В процессе перемещения шатун заплечиками большой головки опирается на гладкие направляющие, а нижней частью малой головки - на зубцы гребенки при наклоне шатуна на угол 6.10° от вертикальной плоскости по ходу движения. При подъеме гребенки шатун смещается большой головкой по направляющим в сторону наклона, а при опускании гребенки он смещается малой головкой в ту же сторону; в результате шатуны перемещаются вперед.
Шаговый конвейер-накопитель с управляемыми собачками. Помимо перемещения деталей, выполняет функцию их накопления. Он включает две направляющие, по которым движутся детали (рис.9, ж) с помощью двойной штанги с собачками (действующими от гидроцилиндра), размещаемой между направляющими. На одной из направляющих на осях4 установлены поворотные рычаги контроля наличия заготовки. При отсутствии заготовки короткий конец рычага поднимается, а длинный опускается.
Другие вспомогательные устройства
В сварочных робототехнических комплексах в качестве вспомогательного оборудования используются поворотные столы (рис.10). Пока робот сваривает одно изделие, оператор устанавливает на другой стороне стола новое изделие для сварки, которое подается ему на движущемся транспорте. Такой способ ручной установки в дальнейшем может быть заменен автоматизированной системой, связывающей рабочие позиции с транспортными устройствами, которые подают и убирают изделия из зоны сварки.
Некоторые объекты специфического вспомогательного оборудования требуется устраивать при роботизации сборочных операций. Здесь применяются механизмы подачи, накопители, направляющие, установочные приспособления и различные специальные устройства для операций крепежа, пайки, склейки и др. Наконец, к вспомогательному оборудованию относятся и различные средства техники безопасности на роботизированных технологических комплексах. Чаще всего применяется сеточное ограждение.
Применяются также системы защиты с фотоэлементами.
Механизм автоматической смены захватного устройства ПР.
В полностью автоматических (безлюдных) ГПС при смене объекта производства возникает необходимость в смене захватного устройства (ЗУ) при сохранении модели ПР.
Схема байонетного механизма автоматической смены ЗУ представлена на рис.11.
ЗУ, предназначенные для автоматической смены, помещаются в магазинное устройство, которое может быть выполнено в виде неподвижной стойке или поворотного диска с соответствующими гнёздами 1. Каждое ЗУ опирается на торцевую поверхность стойки фланца 8 и центрируется цилиндрическим пояском 9 по гнезду, имеющему форму отверстия с вырезом для прохода верхней части корпуса захвата. Угловое положение ЗУ определяется штифтом 2. Угловая фиксация ЗУ в руке робота 7 осуществляется фиксатором, который представляет собой подпружиненную скалку 4 с роликом 3. Он закрепляется во втулке 5, помещенной на руке робота 7. От поворота скалка удерживается винтом и связана также с рукояткой 6 для расфиксации ЗУ. На рисунке показана установка ЗУ в гнездо 1 магазина перед раскрытием байонетного замка (схема соответствует взятию ЗУ из магазина). Поскольку штифт 2 магазина входит в тот же паз 10 фланца 8, что и ролик фиксатора 3, то в момент установки ЗУ в магазин штифт 2 отжимает фиксатор 4, обеспечивая тем самым поворот руки робота 7 с фиксатором на угол 90°, что необходимо для раскрытия байонетного замка. При повороте руки 7 на угол 90° ролик отжатого фиксатора катится по поверхности фланца 8. После поворота на угол 90° рука уходит вверх, оставляя ЗУ в гнезде магазина 1.
При взятии ЗУ из магазина рука, перемещаясь вертикально, надевается на его хвостик, фиксатор отжимается. При повороте руки на 90° байонетный замок замыкается.
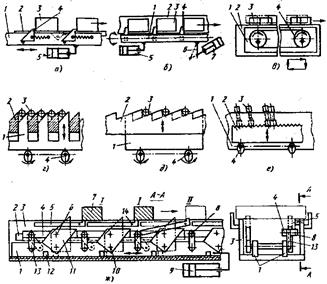
Рис.9 - Конвейеры прерывистого действия
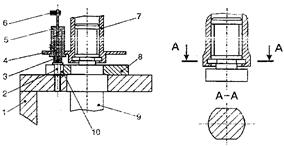
Рис.10 - Схема сварочного комплекса с поворотным столом
Рис.11. Байонетный механизм автоматической смены ЗУ
Перечень мероприятий при подготовке производства к применению промышленных роботов
Все вновь создаваемое оборудование для машиностроения, и в том числе промышленные роботы, должны разрабатываться с учетом требований комплексной автоматизации производства. Многолетний опыт эксплуатации промышленных роботов в различных производственных условиях позволил определить основные особенности и принципы построения технологических процессов в случае автоматизации отдельных операций с помощью роботов первого поколения. Необходимо провести целый комплекс мероприятий. К этим мероприятиям относятся следующие:
1) доработка технологического оборудования , обслуживаемого роботом, если это оборудование создано без учета его использования. Роботы первого поколения могут обслуживать далеко не все универсальное технологическое оборудование, находящееся в настоящее время в эксплуатации в машиностроении. В общем контуре управления с промышленным роботом может работать только универсальное оборудование с ЧПУ, а также оборудование, оснащенное цикловой автоматикой управления (металлорежущие станки-автоматы и полуавтоматы, прессы, штамповочные молоты, гильотинные ножницы, литейные и плавильно-заливочные полуавтоматы и т.п.). Однако в этом случае для объединения оборудования и обслуживающего робота в общем автоматическом цикле часто приходится дорабатывать универсальное оборудование. Иногда это сводится к незначительной переделке цикловой автоматики и зажимных устройств технологического оборудования. Чаще же возникает необходимость в создании специальных электронных блоков связи между роботом и оборудованием, предназначенных для преобразования и передачи технологических команд (например, "Зажим патрона", "Разжим патрона", "Включение станка" и т.д.), а также для передачи в систему ЧПУ робота сигналов обратной связи и сигналов автоблокировки. В большинстве случаев для обеспечения совместной работы универсального оборудования и роботов приходится перекомпоновывать рабочее пространство оборудования; в противном случае доступ захватного устройства (захвата) с заготовкой или деталью в рабочую зону оказывается затрудненным (что усложняет работу и увеличивает количество исполнительных команд робота) и даже невозможным.
При обработке несимметричных деталей станок приходится оснащать устройством, останавливающим патрон всегда в одном положении. Следовательно, новое универсальное автоматизированное технологическое оборудование необходимо проектировать с учетом всех требований, обусловленных его совместной работой с промышленными роботами первого поколения, т.е. соответствующим образом должны быть выбраны режимы работы, автоматика управления, вид и форма командных и выходных сигналов, конструкция устройств зажима, конфигурация и размеры рабочей зоны, устройства блокировки и связи, исключающие излишнюю переработку информации и т.д.
2) доработка конструкции детали или заготовки , которая должна быть приспособлена к условиям манипулирования ею с обеспечением возможности захватывания, переноса и точного позиционирования роботом. Для этого деталь (заготовка) должна иметь достаточно жесткую конструкцию и базовые поверхности, позволяющие роботу брать деталь (заготовку) надежно и всегда одинаково (в некоторых случаях от этих баз с помощью робота выполняются измерения). В качестве баз могут быть использованы базовые отверстия, поверхности и приливы. Кроме этого, поверхности детали или заготовки необходимо делать точнее, например у отливок и штамповок надо тщательнее удалять облой, прибыли и литниковые системы, иначе не будут обеспечены условия для надежного и точного захватывания роботом детали, так как она будет плохо сориентирована в загрузочном или позиционирующем устройстве;
3) изменение технологического процесса в целях наилучшего приспособления его к техническим возможностям имеющегося или приобретаемого для обслуживания этого процесса промышленного робота. Так как время обработки деталей и продолжительность их межоперационных перемещений при многостаночном обслуживании или групповой обработке взаимосвязаны, то для эффективного использования робота приходится перераспределять операции технологического процесса (с учетом передачи деталей на промежуточную обработку или контроль на другие производственные участки). Применение робота может вызвать существенную корректировку автоматизируемого технологического процесса, включая изменение способов обработки или сборки, режимов обработки и последовательности переходов или установок.
4) подбор устройств ориентирования деталей . Роботы первого поколения не оснащены устройствами для определения формы и размеров детали (заготовки), поэтому, чтобы правильно установить детали на обработку, их вначале необходимо ориентировать строго определенным образом. Ориентирование заготовки или детали может быть выполнено без участия человека с помощью специальных ориентаторов, в которых детали или заготовки поворачиваются при подаче на позицию захватывания роботом в определенное положение под действием веса или толкателями, при этом обычно используются особенности формы детали (заготовки). Выбор способа ориентирования деталей и выбор баз для их захватывания при транспортировании тесно связаны между собой.
5) подбор накопителей деталей или заготовок . В накопителях целесообразно монтировать устройства для ориентирования заготовок при выходе их на позицию захватывания роботом. В том случае, когда роботы обслуживают поточную линию и стоят на большом расстоянии друг от друга (рабочие зоны роботов не перекрываются), накопители приходится соединять транспортными средствами - роликовыми конвейерами, склизами и т.п. Роль накопителей чаще всего выполняют загрузочно-разгрузочные устройства, причем в поточных линиях, обслуживаемых роботами, разгрузочное устройство предыдущего робота часто используется в качестве загрузочного устройства последующего робота. Применение накопителей уменьшает время, затрачиваемое человеком на подготовку работы роботов, и позволяет объединить в единый цикл технологическое оборудование разной производительности.
6) изготовление новой оснастки (специальной или специализированной). К оснастке относятся захваты роботов (или магазины из нескольких захватов), зажимные, разжимные и фиксирующие устройства технологического оборудования (патроны металлорежущих станков, пружинные упоры, всевозможные ловители, направляющие устройства, выталкиватели, приемопередающие устройства, средства межоперационного транспортирования и тара, средства контроля и др.), загрузочно-разгрузочные устройства, кантователи и т.д. Проектирование и изготовление перечисленной оснастки так же, как и доработка самого технологического оборудования, требуют обычно сравнительно небольших затрат времени - от нескольких смен до нескольких недель.
7) проведение специальных мероприятий по обеспечению техники безопасности ( системы обеспечения безопасности) при работе роботов, особенно в тех случаях, когда на том же производственном участке работают люди. Для предотвращения травматизма у наладчиков, программистов и рабочих-комплектовщиков рабочее пространство робота должно иметь специальное надежное ограждение, а внешнее технологическое оборудование должно быть оснащено датчиками для обнаружения аварийных ситуаций, которые могут возникнуть в процессе работы робота, а также соответствующими блокировками. Для исключения поломок оснастки обслуживаемого роботом технологического оборудования, узлов самого робота и возможных сбоев в системе его управления необходимо применять блокировочные устройства, выключающие питание робота и оборудования при возникновении аварийных ситуаций (поломка инструмента, защемление детали, отказ систем управления и т.д.).