Контрольная работа: Инструментальные стали. Стали для измерительного инструмента. Штамповые стали. Твердые сплавы
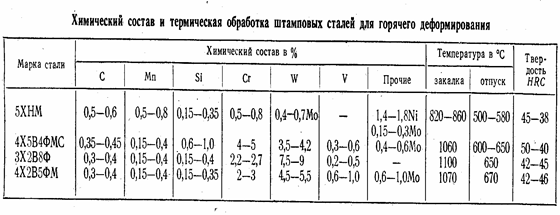
Многие штампы имеют большие размеры, поэтому сталь для их изготовления должна обладать высокой прокаливаемостью. Это обеспечивает высокие механические свойства по всему сечению штампа. Важно, чтобы сталь не была склонна к обратимой отпускной хрупкости, так как быстрым охлаждением крупных штампов ее устранить нельзя. Состав и термическая обработка более часто применяемых штамповых сталей приведены в табл. 2.
В соответствии с указанными требованиями для штампов горячей обработки давлением применяют легированные стали с 0,3–0,6% С которые после закалки подвергают отпуску при 550–680° С на троостит или троостосорбит. Среди них следует выделить несколько групп, обладающих в наибольшей степени теми свойствами, которые необходимы для определенных условий эксплуатации. Крупные ковочные (молотовые) штампы, испытывающие повышенные ударные и изгибочные нагрузки, а также инструмент ковочных машин и прессов, нагревающихся не выше 500–550° С при умеренных нагрузках, изготовляют из полутеплостойких сталей 5ХНМ и 5ХГМ (вместо никеля содержит 1,2–1,6% Мn), обладающих повышенной вязкостью.
Таблица №2
Присутствие в стали молибдена или вольфрама (5ХНВ) повышает теплостойкость, прокаливаемость и уменьшает склонность к обратимой отпускной хрупкости. Сталь 5ХНМ прокаливается полностью в блоке 400x300x300 мм. Закалка штампов производится в масле. Отпуск крупных штампов проводится при температуре 550–580°С (HRC35–38), а мелкие при 500–540° С (HRC40–45).
Структура стали после отпуска – троостосорбит. Механические свойства стали 5ХНМ при температуре 500°C составляют: sв = 900МПа, s О ,2 = 650 МПа,d = 20¸22% и y = 70%.
Стали 5ХГМ и 5ХНВС при одинаковой со сталью 5ХНМ прокаливаемостью уступают ей в вязкости из-за замены никеля марганцем или увеличения содержания хрома и кремния. Они предназначены для средних штампов со стороной 300–400 мм или для крупных (сталь 5ХНВС) простой формы.
Сталь 5ХНВ по стойкости равноценна стали 5ХНМ, но имеет меньшую прокаливаемость, так как вольфрам повышает ее слабее, чем молибден. Она применяется для небольших и средних штампов со стороной 200 – 300 мм.
Средненагруженный инструмент, работающий с разогревом поверхности до температуры 600°С, а также инструмент с большой поверхностью, работающий при температурах 400–500°С, изготовляют из стали 4Х5В2ФС и 4Х5В4ФМС. Например, из них изготовляют выталкиватели для неглубоких отверстий, матрицы, различные вставки, инструмент для штамповки труднодеформируемых металлов, пресс-форм для литья под давлением алюминиевых сплавов и т.д.
Фазовый состав этих сталей в отожженном состоянии – легированный феррит и карбиды типа М23 С6 и М6 С. Эти стали теплостойки, мало чувствительны к резкой смене температур, обладают повышенной окалиностойкостью, устойчивы против корродирующего действия жидкого алюминия и обладают высокой прочностью при хорошей вязкости. Стали повышенной теплостойкости 3Х2В8Ф и 4Х2В5ФМ используют для деформирования при разогреве поверхности до температуры 600–700°С (сохраняется твердость HRC45, s0.2 =1000 МПа). Из них изготовляют тяжело-нагруженный штамповый инструмент, например прошивные пуансоны, выталкиватели для глубоких отверстий, матрицы пресс-формы для отливок под давлением медных сплавов и т.д.
Превращения в сталях 4Х5В4ФМС, ЗХ2В8Ф и 4Х2В5ФМ, протекающие при термической обработке, во многом сходны с превращениями в быстрорежущей стали. Эти стали при закалке нагреваются до высоких температур для растворения возможно большего количества карбидов и получения после закалки высоколегированного мартенсита. Так как при температуре закалки карбиды полностью не растворяются, стали сохраняют мелкое зерно. При отпуске происходит дополнительное повышение твердости вследствие дисперсионного твердения при одновременном снижении пластичности и вязкости. Для получения достаточной вязкости отпуск проводят при более высоких температурах на твердость HRC45 – 50, что соответствует структуре троостит.
Механические свойства после термической обработки следующие: sв = 1500¸1800 МПа, s0,2 = 1350¸1650 МПа (при температуре 600–650°С – s0,2 = 900¸1100 МПа), d= 25% (30–40% при температуре 650°С) и КС =2¸5,5 кГ×м/см2 .
Стали 4Х5МФС, 4Х5В2ФС, 4Х4ВМФС и другие с небольшими добавками вольфрама (молибдена) отличаются повышенной разгаростойкостьюблагодаря более высокой вязкости. Теплостойки до 600°С. Присутствие 4–5% Сr придает им хорошую окалиностойкость и повышенную износостойкость при нагреве. Эти стали предназначены для инструмента с высокой устойчивостью к резкой смене температур, в частности, для инструмента высокоскоростной штамповки.
Для пресс-форм, менее нагруженных в тепловом отношении, используют стали 4ХВ2С, Х12, 7X3, 8X3, коррозионностойкую сталь 30X13, конструкционные стали 40Х, 30ХГС и др. Для повышения стойкости пресс-формы также как и штампы подвергают азотированию, цианированию, борированию и хромированию.
6. Влияние легирующих элементов на свойства инструментальных сталей
Легирующие элементы в небольшом количестве (до 5%) вводят для увеличения закаливаемости, прокаливаемости, уменьшения деформаций и опасности растрескивания инструмента, так как позволяют проводить закалку в масле или горячих средах. Хром – постоянный элемент низколегированных сталей. Для улучшения свойств вних дополнительно вводят марганец, кремний, вольфрам, никель.
Марганец (1–2%) добавляют для обеспечения минимального изменения размеров при закалке. Интенсивно снижая интервал температур мартенситного превращения, он способствует сохранению повышенного количества остаточного аустенита (15–20%), который частично или полностью компенсирует увеличение объема в результате образования мартенсита. Кремний (1–1,5%) вводят для повышения сопротивления отпуску и образования легко отделяющейся окалины, вольфрам (1–5%) – повышения износостойкости. Никель (до 1,5%) добавляют в штамповые стали для увеличения вязкости.
Для обеспечения теплостойкости вводят хром, вольфрам или молибден в большом количестве с тем, чтобы связать углерод в специальные труднокоагулируемые при отпуске карбиды. Если содержание элементов невелико и образуется легированный цементит, то он коагулирует и вызывает разупрочнение при 200–250°С. Хром в количестве 6–12%, связывая углерод в карбид М7 С3 , задерживает распад мартенсита до 450–500°С. Более существенно повышает теплостойкость вольфрам или его химический аналог молибден , образующие в присутствии, хрома стойкие к коагуляции карбиды типа M6 C. Выделение специальных карбидов повышает твердость после отпуска при 500–600°С. Особенно эффективно вторичная твердость и теплостойкость повышаются при введении нескольких сильных карбидообразователей, например, вольфрама и ванадия . При отпуске ванадий , выделяясь более интенсивно, усиливает дисперсионное твердение, а вольфрам , сохраняясь в мартенсите, задерживает его распад.
Увеличению теплостойкости способствует также кобальт . Он не образует карбидов, но, повышая энергию межатомных сил связи, затрудняет коагуляцию карбидов и увеличивает их дисперсность.
Для обеспечения высокой износостойкости используют легированные стали со значительным количеством избыточных карбидов – заэвтектоидные и ледебуритные. Благодаря избыточным карбидам эти стали сохраняют мелкое зерно и, как следствие, повышенную прочность и вязкость в широком интервале закалочных температур (до 1000–1300°С). Вместе с этим большое количество избыточных карбидов ухудшает обрабатываемость давлением и резанием, создает карбидную неоднородность. Скопления карбидов, карбидная сетка и полосчатость усиливают хрупкость, вызывают преждевременное выкрашивание рабочих кромок. Для равномерного распределения карбидов такие стали требуют всесторонней и тщательной ковки заготовок.
7. Инструментальные металлокерамические твердые сплавы
Металлокерамическими твердыми сплавами называются сплавы, состоящие из карбидов вольфрама и титана, сцементованных металлической связкой. Сильно измельченные частицы карбидов связываются между собой кобальтом.
Карбиды вольфрама и особенно титана обладают высокой твердостью, но хрупки. Поэтому металлокерамические сплавы, содержащие 70–98% карбидов, также имеют высокую твердость ( HRC 86–92) и износостойкость, но хрупки, плохо сопротивляются изгибу и растяжению. При работе, связанной с ударами и толчками, сплав легко выкрашивается.
Твердые сплавы сохраняют высокую твердость и сопротивление износу до температуры 800–1000°С. При работе инструментами из твердых сплавов можно допустить разогрев режущей кромки до более высоких температур, чем у инструмента из быстрорежущей стали, т.е. инструмент из твердых сплавов может работать при более высоких скоростях резания. Скорость резания этими сплавами в 5–10 раз превышает допустимую скорость резания быстрорежущими сталями. Промышленность выпускает твердые сплавы трех групп (ГОСТ 3882).
Группа ВК – вольфрамокобальтовые, на основе карбида вольфрама WC (система WC–Со). Цифры после букв указывают содержание в сплаве кобальта. По своему структурному составу сплавы представляют собой частицы карбида вольфрама WC, связанные кобальтом. Эти сплавы наиболее прочные: sв = 100–200 кГ/мм2 .
Наибольшей твердостью ( HRA 90 – 89) и износостойкостью, но пониженными прочностью ( s в = 100–110 кГ/мм2 ) и сопротивлением удару (0,2 кГ × м/см2 для ненадрезанных образцов) обладают сплавы ВК2 и ВК3. Они используются для чистового и получистового фрезерования сплошных поверхностей, для чистового зенкерования и т.д., при обработке чугуна, цветных металлов и неметаллических материалов. Сплавы ВК6 и ВК8, содержащие повышенное количество кобальта, имеют по сравнению со сплавами ВК2 и ВКЗ пониженную твердость ( HRA 88–87,5) и износостойкость, но обладают высокой эксплуатационной прочностью и сопротивляемостью ударам (0,5 кГ × м/см2 ), вибрациям и выкрашиванию (особенно ВК8). Эти сплавы применяют для чернового точения, строгания, фрезерования и сверления чугуна, цветных металлов и их сплавов, а также неметаллических материалов. Сплавы с высоким содержанием кобальта ВК20, ВК30 применяют для штампов и инструментов для горных работ.
Вторая группа сплавов ТК – титановольфрамокобальтовые (система WC – TiC – Со) Т5К10, Т14К8, Т15К6, Т10К6. Цифры после буквы Т указывают весовое количество карбида TiC, цифры после буквы К – весовое содержание кобальта (остальное WC).
Структура этих сплавов состоит из карбидов вольфрама WC и титана TiC, связанных кобальтом, а при высоком содержании TiC (T30K4) – из карбида титана и кобальта, так как вольфрам и углерод растворяются в карбиде титана. Сплавы ТК менее прочны, чем сплавы ВК, но обладают большей износостойкостью. Чем больше сплав содержит TiC, тем выше износостойкость, но ниже прочность. Так, например, у сплава Т30К4 прочность sв = 90 кГ/мм2 , а у сплава Т5К10 прочность sв = 130 кГ/мм2 . Титановольфрамовые сплавы применяют главным образом при обработке сталей.
Кроме того, в обозначении сплава может стоять буква В-крупнозернистый сплав (размер зерен карбидов 3–5 мкм) и М – мелкозернистый (размер зерен 0,1–0,16 мкм).