Контрольная работа: Качество оттисков и факторы, на него влияющие
 (2.3)
(2.3)
Перепишем задачу в матричном виде [2]:
 ; (2.4)
; (2.4)
 . (2.5)
. (2.5)
где ![]() – кубическая матрица (включает три строки и три столбца), хранящая коэффициенты при неизвестных системы трех уравнений;
– кубическая матрица (включает три строки и три столбца), хранящая коэффициенты при неизвестных системы трех уравнений;
![]() – вектор неизвестных системы;
– вектор неизвестных системы;
![]() – вектор свободных членов.
– вектор свободных членов.
Для нахождения решения системы обратную матрицу А перемножим на вектор В , а ответ занесем в вектор Z [2]:
![]() = А -1 ´
= А -1 ´![]() , (2.6)
, (2.6)
Следовательно, полученная функция будет иметь вид:
F (x ) = a 0 + a 1 x + a2 x2 . (2.7)
В результате решения задачи моделирования в программе MathCad были получены следующие функциональные зависимости несовмещения красок на оттиске от скорости печати:
Для пленки ВОРР 20 мкм прозрачной:
F 1 (x 1 ) = 0,41 – 3,27 Ч 10-3 x 1 + 2,16 Ч 10-5 Ч x 1 2 .
Для полифана 25 мкм металлизированного:
F 2 (x 2 ) = 0,54 – 6,006 Ч 10-3 x 2 + 2,943 Ч 10-5 Ч x 2 2 .
Для пленки ВОРР 35 мкм жемчужной:
F 3 (x 3 ) = 0,458 – 3,391 Ч 10-3 x 3 + 1,547 Ч 10-5 Ч x 3 2 .
Сводный график полученных зависимостей представлен на рис. 2.1
![]()
![]()
|
|
|
|
|
|
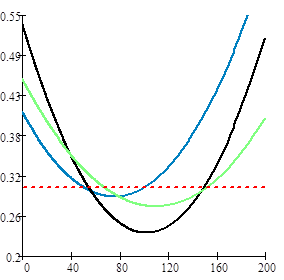
1 – пленка ВОРР 20 мкм; 2 – полифан 25 мкм; 3 – пленка ВОРР 35 мкм; 4 – прямая допуска
Также для данных зависимостей найдены точки пересечения с линией допуска на несовмещение (0,3 мм): для пленки ВОРР 20 мкм V 1 = 50,04 и V 2 = 101,31; для полифана 25 мкм V 1 = 54,36 и V 2 = 149,70; для пленки ВОРР 35 мкм V 1 = 67,42 и V 2 = 151,74. Часть графика, находящаяся под прямой является приемлемой для печати.
Заключение
При выполнении работы был проведен опыт по исследованию влияния скорости печати на качество оттисков по совмещение красок при многокрасочной флексографской печати.
Несовмещение красок на оттиске зависит от ряда факторов: технологических (свойств используемых печатных материалов), дефектов оборудования (конструктивных особенностей отдельных узлов печатной машины) и установленных режимов процесса печатания.
Для определения влияния скорости печати на несовмещение красок и нахождения оптимального диапазона скоростей, позволяющих получить требуемую точность воспроизведения многокрасочного изображения, была построена математическая модель, которая отражает зависимость качества оттисков (по критерию несовмещения красок) от скорости печати для печатной машины Saba 6 Millenniumв диапазоне скоростей 30–180 м/мин для трех видов материалов: пленки ВОРР 20 мкм прозрачной, полифана 25 мкм металлизированного, пленки ВОРР 35 мкм жемчужной.
Анализ полученных зависимостей (F 1 (x 1 ) = 0,41 – 3,27 Ч 10-3 x 1 + 2,16 Ч 10-5 Ч x 1 2 – для пленки ВОРР 20 мкм прозрачной, F 2 (x 2 ) = 0,54 – 6,006 Ч 10-3 x 2 + 2,943 Ч 10-5 Ч x 2 2 – для полифана 25 мкм металлизированного и F 3 (x 3 ) = 0,458 – 3,391 Ч 10-3 x 3 + 1,547 Ч 10-5 Ч x 3 2 – для пленки ВОРР 35 мкм жемчужной) показывает, что каждый материал имеет свой диапазон скоростей, при котором соблюдается совмещение красок. Также видно, что при увеличении толщины материала этот диапазон скоростей смещается в большую сторону. Следствием этого является, что при малых скоростях натяжение материала не достаточное для получения хорошего совмещения красок, а на больших скоростях, из-за механического износа шестерен, происходит колебание ленты запечатываемого материала и уменьшается давление печати, что также оказывает большое влияние на совмещение. Наглядным примером служат построенные графики зависимости несовмещения красок от скорости печати.
По результатам математического моделирования можно сделать вывод, что увеличение скорости в диапазоне 30–180 м/мин допустимое несовмещение для пленки ВОРР 20 мкм прозрачной достигается при скоростях 50–100 м/мин и составляет 0,3–0,2 мм; для полифана 25 мкм металлизированного этим диапазоном является 50–150 м/мин и составляет также 0,3–0,2 мм; для пленки ВОРР 35 мкм жемчужной диапазон 70–150 м/мин с несовмещением 0,3–0,1 мм. Если учесть, что допуск на несовмещение для флексогафской печати составляет 0,3 мм.