Контрольная работа: Характеристика наплавки
2. Механизм изнашивания поверхностей деталей
Стандартной терминологии в области трения и изнашивания пока нет. Предложены следуюшие определения:
Изнашивание – процесс постепенного изменения размеров тела при трении, проявляющийся в отделении с поверхности трения материала и его остаточной деформации и является основным фактором, ограничивающим срок службы оборудования, работающего в самых различных условиях.
Износ – результат изнашивания, проявляющийся в виде отделения или остаточной деформации металлов.
Интенсивность изнашивания – отношение величины износа к обусловленному пути, на котором происходило изнашивание, или объему выполненной работы.
Относительная износостойкость - безразмерный показатель, характеризующий соотношение абсолютных величин износа двух материалов, из которых один принят за эталон.
Скорость изнашивания - отношение величины износа ко времени, в течение которого он возник.
Обычно вид изнашивания определяется условиями службы деталей. В ряде случаев одним и тем же внешним условиям эксплуатации могут соответствовать различные виды изнашивания.
Изнашивание осуществляется в результате взаимодействия рабочего органа машины или конструкции с сопряженной деталью или с обрабатываемой средой и зависит от следующих факторов: состава, структуры и свойств как материала, из которого изготовляется рабочий орган сопряженной детали или обрабатываемой среды, так и от внешних условий – температуры, давления, агрессивности среды.
Исследователями выдвигаются с разной степенью аргументированности гипотезы о механизмеизнашивания. Они в основном включают предположение о том, что процесс изнашивания сводится к суммебольшого числа элементов царапания или усталостного явления вследствие многократного пластического передеформирования одних и тех же участков рабочей поверхности. Процесс изнашивания рассматривается также, как образование на рабочей поверхности пластически выдавленных канавок;или как при изнашивании микрорельеф, структура и прочностные характеристики металла претерпевают необратимые изменения, в результате которых формируется своеобразное остаточное состояние поверхностных слоев после снятия нагрузки.
В любом случае при всех условиях процесс изнашивания осуществляется в соответствии с фундаментальными законами природы, в частности, законом сохранения энергии.
Для того, чтобы отделить от монолитной детали некоторый микро или макрообъём, нужно затратить энергию, по крайней мере, равную величине энергии, необходимой для образования двух новых поверхностей соответствующей площади .
Энергия, расходуемая на разрушение, складывается из энергий необходимых на: упругую деформацию Еу , на вдавливание составляющих изнашивающей среды в метал Ев на глубину, равную средней величине износа за один цикл; образование трещиныЕ о т ; энергии, соответствующей работеприложенного напряжения при раскрытии трещины Ерт и эффективной энергии образования новых поверхностей 2Еп :
Ер = Еу + Ев + Еот + Ер.т + 2Еп
Характеристика видов износа
Обычно вид изнашивания определяется условиями службы деталей. В ряде случаев одним и тем же внешним условиям эксплуатации могут соответствовать различные виды изнашивания.
По признаку основных явлений, обусловливающих эффект изнашивания, его можно объединить в следующие четыре главные группы: механический, молекулярно-механический, коррозионно-механический и кавитационный (рис.2.1) .
По виду сред и условиям работы пар трения выделяют механическое изнашивание, абразивное изнашивание, высокотемпературное окислительное изнашивание, изнашивание струей жидкости и другие.
По механизму разрушения трущихся поверхностей различают следующие виды изнашивания: адгезионное, абразивное, при резании (зазоре, царапании), коррозионное, поверхностная усталость, ударное, кавитационно-эрозионное.
На практике редко встречаются случаи изнашивания по какому–либо одному из видов, приведенных выше. Обычно вид изнашивания определяется условиями эксплуатации деталей в сложных реальных условиях и по любой из известных классификаций может быть отнесен к нескольким из выделенных видов. В ряде случаев одним и тем же внешним условиям эксплуатации могут соответствовать различные виды изнашивания.
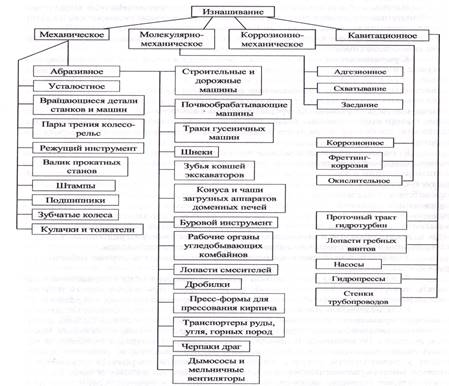
Рисунок 2.1 – Классификация основных видов изнашивания
3.Основные способы легирования наплавленного металла при дуговой и электрошлаковой наплавке
Специальные свойства наплавленного металла достигаются за счет легирования, то есть, за счет введения в его состав соответствующих элементов в необходимом количестве. Наиболее распространенным является легирование наплавленного металла за счет введения в зону дуги металлов, сплавов и неметалловидных соединений в виде различных карбидов и интерметаллов.
При дуговой наплавке плавящимся или неплавящимся электродом, в среде защитных инертных газов, плазменной электрошлаковой наплавке химический состав наплавленного металла по всем основным легирующим элементам примерно соответствует химическому составу электродного материала. Дополнительного устойчивого легирования наплавленного металла в результате металлургических взаимодействий наплавляемого металла с газовой фазой (например, азотом или кислородом, которые можно добавлять к инертному газу, как правило, аргону) обычно достичь не удается.
Применение в качестве плавящегося электрода ленты весьма целесообразно. При этом уменьшается γ0 (меньшее число слоев позволяет получить желаемый состав), ослабляется влияние режима наплавки на относительную массу переплавляемого шлака, достигается более ровная наплавленная поверхность. В качестве наплавочных применяют обычно холоднокатаные ленты толщиной 0,4.10 мм и шириной 20 .100 мм, а также ленты, получаемые прокаткой залитого в охлаждаемые валки жидкого металла (например, чугуна) и спрессованные холодной прокаткой из порошков и дополнительно спеченные – металлокерамические.
При всех вышеуказанных методах легирования изменение параметров процесса наплавки влияет на уровень легирования наплавленного металла. Характер и величина изменения уровня легирования зависит от электродного металла и флюса. Возможность получения необходимого состава определяется исходной концентрацией элементов и степенью усвоения этих элементов металлом на стадиях капли и ванны.
Весьма разнообразные составы наплавленного металла могут быть получены посредством порошковых проволок, изготовляемых из низкоуглеродистой ленты и сердечника, состоящего из смеси металлических порошков или смеси металлических порошков и газошлакообразующих веществ.
Основной особенностью легирования металла при наплавке порошковой проволокой является внутреннее, относительно электродного металла, расположение легирующих компонентов в сердечнике проволоки. Взаимодействие металлических присадок с окислительными компонентами шихты протекает менее интенсивно, а шихта сердечника контактирует с металлом оболочки слабее, чем при наплавке покрытыми электродами.