Контрольная работа: Характеристика наплавки
1. Общая характеристика процесса наплавки
Одной из важных отраслей современной сварочной техники является наплавка – нанесение расплавленного металла на поверхность изделия, нагретую до оплавления или до температуры надежного смачивания жидким наплавленным металлом. Наплавленный металл связан с основным металлом весьма прочно и образует одно целое с изделием. Толщина слоя от 0,5 до 10 мм и более. Это один из наиболее распространенных способов повышения износостойкости и восстановления деталей и конструкций.
Наплавка позволяет создавать биметаллические изделия, у которых высокая прочность и низкая стоимость сочетаются с большой долговечностью в условиях эксплуатации. Многократное повторное восстановление изношенных деталей во много раз уменьшает расход металла для изготовления запасных частей оборудования.
Путем наплавки на рабочей поверхности изделия получаем сплав, обладающий комплексом свойств - износостойкостью, кислотоупорностью, жаростойкостью и т.д. Масса наплавленного металла не превышает нескольких процентов от массы изделия. При ремонте восстанавливаются первоначальные размеры и свойства поверхности деталей.
Увеличение стойкости важно, если от нее зависит работа того или иного агрегата, а его замена связана с простоем.
Дуговая наплавка в отличие от сварки развивалась гораздо медленнее. Ручная износостойкая наплавка открытой дугой известна с 20-х годов прошлого столетия, но ее промышленное применение ограничивалось коренными ее недостатками: низкой производительностью, высококвалифицированной рабочей силой, тяжелыми условиями труда, непостоянным качеством наплавленного металла, обилием различных дефектов.
Для наплавки наибольшее применение получила дуговая сварка плавящимся электродом.
Требования к качеству наплавленного металла строже чем к сварным швам. Наплавленный металл по свойствам должен существенно отличаться от основного металла. Часто в нем недопустимы поры, трещины и иные пороки, поэтому требования к нему строже, чем к сварным швам.
Автоматическая наплавка свободна от перечисленных недостатков и способствовала успешному ее внедрению.
Механизированная наплавка – это непрерывность процесса, которая достигается использованием электродной проволоки или ленты в виде больших мотков; в подводе тока к электроду на минимальное расстояние от дуги, что позволяет применять токи большой силы без нагрева электрода; в применении различных способов защиты расплавленного металла от вредного воздействия воздуха.
Оптимальный состав наплавленного металла должен быть выбран с учетом особенностей его эксплуатации, а электродная проволока, флюс, термический режим наплавки – так, чтобы наплавленный металл обладал необходимым химическим составом и физическими свойствами.
Процессы наплавки применяются при ремонте и восстановлении первоначальных размеров и свойств изделий, изготовлении новых изделий с целью обеспечения надлежащих свойств конкретных поверхностей. При восстановлении наплавку обычно выполняют тем же металлом, из которого изготовлено изделие, однако это не всегда целесообразно. Иногда необходимо получить металл, отличающийся от металла детали, так как условия эксплуатации поверхностных слоев могут значительно отличаться от условий эксплуатации всего изделия. Изготовление изделия целиком из металла, который обеспечивает эксплуатационную надежность работы его поверхностей не экономно. Целесообразно изготавливать изделие из более дешевого, но достаточно работоспособного металла и только на поверхностях, работающих в особых условиях, иметь по толщине необходимый слой другого материала (применять биметалл).Это может быть достигнуто: поверхностным упрочнением (поверхностная закалка, электроискровая и другие виды обработки); нанесением тонких поверхностных слоев значительной толщины на поверхность (на низкоуглеродистую сталь нанесением бронзы, коррозионностойкой стали и др.)
На Украине вопросами наплавки занимаются следующие организации: ИЭС им ЕО Патона ЖдМи, ДГМА, НКМЗ, Азовмаш, «Азовсталь» и др.
Для успешного развития наплавки промышленностью выпускается углеродистая, легированная стальная проволока 56 марок, специальная наплавочная проволока 28 марок, различные флюсы и специальные наплавочные электроды.
Развитие наплавки направлено в первую очередь на полную механизацию трудоемких наплавочных работ за счет автоматической и полуавтоматической наплавки. Разрабатываются новые технологии.
Характеристика основных способов наплавки
Различные дуговые способы наплавки отличаются друг от друга тепловой подготовкой основного и наплавляемого металлов. Например, плазменная наплавка прямого и косвенного действия (при косвенном действии меньшее проплавление основного металла).
Применение порошков, наплавочных колец путем их расплавления и подплавления на заготовке основного металла дугой с неплавящимся электродом позволяет не увеличивать долю основного металла в наплавленном слое.
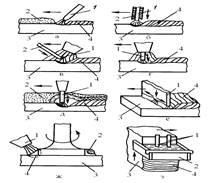
Рис.1.1 - Схемы основных способов дуговой и электрошлаковой наплавки.
а – угольным (графитовым) злектродом(1) расплавлением слоя сыпучего зернистого наплавочного сплава(2);
б – ручной дуговой покрытым электродом(1) с легирующим покрытием(2);
в – неплавящимся вольфрамовым электродом(1) в защитных газах с подаваемым в дугу присадочным прутком(2);
г – плавящимся электродом (1) в защитных(инертных, активных) газах;
д – автоматическая дуговая плавящейся электродной (обычнолегированной) проволокой (1) под флюсом (2);
– плавящейся лентой(1) катаной, литой или прессованной из порошков в защитных газах или под флюсом;
ж – расплавлением плазменной струей плазмотрона (1), предварительно наложенного литого или спеченного из порошков кольца (2) напла вочного материала;
з – электрошлаковая наплавка плавящимися электродами (1) с перемещаемым составным медным ползуном (2);
3 – наплавлляемая деталь; 4 – наплавленный слой
--> ЧИТАТЬ ПОЛНОСТЬЮ <--