Контрольная работа: Характеристика строительных машин
При расчете стенок барабана необходимо определять напряжения от сжатия, изгиба и кручения. Напряжение от сжатия является наибольшим. Коэффициент запаса прочности в материале стенки барабана должен быть не менее 2 относительно предела текучести для стальных барабанов и не менее 5 относительно предела прочности для чугунных барабанов.
Конструкция барабана во многом зависит от способа соединения его с приводом. Наиболее распространено жесткое неразъемное соединение барабана с приводом.
Все зубчатые колеса электролебедок изготовляют из стали. Они имеют фрезерованные зубья и при окружной скорости (на делительной окружности) более чем 1, 5 м/сек помещаются в масляную ванну. Шестерни обычно изготовляют коваными; зубчатые колеса — литыми или сварными. Нарезку зубьев сварного колеса выполняют с таким расчетом, чтобы сварной шов обода располагался под впадиной зуба. Коэффициент запаса прочности в материале должен быть не менее 2 для кованых колес и не менее 2, 5 для литых стальных колес относительно предела текучести.
Валы электролебедок с числом оборотов более 300 в 1 мин, как правило, устанавливаются на подшипниках качения, подбираемых так, чтобы их долговечность была не менее: 1000 ч для лебедки с легким режимом работы и 2000 ч для лебедки со средним режимом работы. Монтажные механизмы имеют, как правило, легкий режим работы.
Втулки и вкладыши подшипников скольжения изготовляют из бронзы. При расчете валов должны быть учтены напряжения от изгиба и кручения. Обязательный запас прочности в материале валов — 2 относительно предела усталости. Корпусы и крышки редукторов выполняют литыми из стали или из серого чугуна или сварными из листовой стали марки ВСт. 3. Последние более надежны в работе и менее тяжелы.
В современных конструкциях передача вращающих моментов от электродвигателя к барабану осуществляется цилиндрическими зубчатыми колесами с косыми зубьями, заключенными в масляную ванну. Применение колес с такими зубьями, установка всех валов на подшипниках качения, выполнение корпуса и крышки редуктора сварными из листовой стали, применение легированных сталей значительно сокращают размеры и вес лебедок, увеличивают их долговечность, повышают коэффициент полезного действия передач и тем самым сокращают потребную мощность электродвигателя.
На входном валу редуктора или — реже — на промежуточном валу передачи, жестко связанной с барабаном подъемной лебедки, устанавливают двухколодочные рычажно-грузовые или пружинные автоматически действующие тормоза закрытого типа (при включении электродвигателя тормоз размыкается, при выключении замыкается). Размыкание (растормаживание) этих тормозов осуществляется тормозными электромагнитами (длинноходовыми типа КМТ и короткоходовыми типа МО) или гидротолкателями.
Редукторы с электродвигателем соединяются с помощью подвижных зубчатых или эластичных муфт. Последняя состоит из двух литых из стали полумуфт, соединенных стальными (Ст. 40) пальцами с надетыми на них эластичными кольцами из кожи или из резины. Подвижные зубчатые муфты долговечны и применяются в электролебедках последней конструкции.
На лебедках обычно устанавливают электродвигатели кранового типа с фазным ротором, управляемые контроллерами с пускорегулирующими сопротивлениями.
Тихоходные лебедки (со скоростью навивки каната до 15 м/лшн) снабжаются короткозамкнутыми электродвигателями общепромышленного назначения, допускающими небольшую перегрузку.
Это увеличение обычно не превышает 10—15% номинальной расчетной мощности. Так как при эксплуатации электродвигателей кранового типа можно допускать большую перегрузку, то мощность, подсчитанная по этой формуле, во всех случаях является достаточной. Учитывая это обстоятельство, а также большие перерывы в работе, мощность электродвигателей лебедок часто принимают на 10—20% ниже потребной, определенной для установившегося движения, а электродвигатели выбирают по эквивалентной мощности.
Рамы лебедок выполняют сварными из швеллеров и листов. Редуктор, подшипники, тормоз, электродвигатель устанавливают на строганые платики, приваренные к раме лебедки, и крепят болтами (против отрыва) и упорами (против сдвига).
К эксплуатации допускаются только лебедки (табл. 25), к которым прилагается паспорт завода-изготовителя. Подъемный механизм, на котором устанавливается лебедка, перед пуском должен пройти статические и динамические испытания. Рама лебедки заделывается либо в фундамент, либо в конструкцию подъемного устройства (крана). При подходе каната к барабану горизонтально достаточно крепить лебедку за якорь.
На барабане канат должен крепиться надежно с помощью приспособлений, предусмотренных в его конструкции. Во время работы необходимо следить за правильной навивкой каната на барабан: число слоев каната не должно превышать предусмотренного паспортом, а число витков в первом слое должно быть не менее двух.
Моторист обязан регулярно проверять уровень масла в редукторах и производить смазку подшипников в соответствии с инструкцией по эксплуатации лебедки.
Особое внимание следует уделять тормозам: следить за их исправностью и регулировать зазор между тормозными поверхностями по мере износа, не допуская, чтобы этот зазор был более 1 мм для колодочных и более 1, 5 мм для ленточных тормозов. Перед началом работы лебедку и ее тормоз необходимо опробовать вхолостую.
При работе на открытом воздухе тормоз и электродвигатель должны быть закрыты кожухами, предохраняющими их от воды и снега. Необходимо следить за наличием ограждений на открытых зубчатых передачах и ящиках пускорегулирующего сопротивления, а также за их надежным креплением. Пуск электродвигателя контроллерами должен производиться плавно, без рывков.
4. Ленточные конвейеры. Назначение, устройство. Основные узлы их назначение. Производительность. Схемы трассы ленточных конвейеров
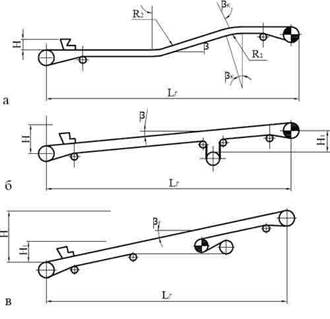
a - с головным приводом;
б - с вертикальным натяжным устройством;
в - с промежуточным приводом
В большинстве случаев схема трассы и расположение основного оборудования конвейера (привода и натяжного устройства) определяется компоновочным решением, т. е. взаимным расположением технологического оборудования проектируемого объекта (цеха, фабрики, комбината). При выборе этих данных необходимо строго соблюдать нормативные рекомендации, а также учитывать опыт проектирования и эксплуатации. Отклонение при проектировании конвейеров от нормы в конечном итоге ухудшает работоспособность конвейера, а также его обслуживание и ремонт.
Трасса конвейера (см. рис. 1) по возможности должна быть прямолинейной или с минимальным числом перегибов, а длина и высота подъема должна обеспечиваться существующим оборудованием, т. е. тяговой способностью привода и прочности ленты. Угол наклона конвейера или отдельных его участков β, а также угол поворота трассы βк должны быть не более допустимых. Радиусы криволинейных участков – выпуклых R1 и вогнутых R2 – не должны быть менее рекомендуемых или расчетных, так как в противном случае на выпуклых участках возникают недопустимые нагрузки на роликоопоры, а на вогнутых лента поднимается над роликоопорами, что крайне нежелательно.
Наилучшее месторасположение привода горизонтального конвейера или конвейера, работающего на подъем, в головной части (см. рис. 1, а). В этом случае максимальное натяжение ленты на проводном барабане будет меньше, чем на головном барабане для такого же конвейера при промежуточном приводе (см. рис. 1, в). Для конвейера, работающего на спуске в генераторном режиме, привод целесообразно устанавливать в хвостовой части.
Натяжные устройства обычно расположены в хвостовой части конвейера. Если из-за компоновочных решений загрузочного устройства (ограничение места для хода тележечного натяжного устройства) применяется вертикальное натяжное устройство (см. рис. 1, б). Это по многим причинам нежелательно (дополнительные барабаны и перегибы ленты, повышенная просыпь и др. ), поэтому устанавливать его желательно в зоне меньших натяжений ленты, т. е. как можно ближе к приводу.
Загрузочные и разгрузочные устройства разрабатываются применительно к конкретным условиям - высоте перепада груза при перегрузке, углу подхода потока груза к загружаемому конвейеру, характеристике груза, атмосферным условиям и др. . Загрузка ленточного конвейера может осуществляться другим конвейером или питателем, дозатором, самотеком из бункера или технологического оборудования и др. Загрузочное устройство должно: обеспечивать равномерное поступление груза на ленту в количестве, обеспечивающем нормальное заполнение ленты, т. е. без перегрузки ленты и образования просыпи; разрабатываться с использованием способа, обеспечивающего наименьшие механические воздействия груза на ленту и само устройство (форма лотка, футеровка, рудный карман и др. ); исключить боковое смещение ленты при загрузке; учитывать возможности амортизирующих роликоопор конвейера или других средств, уменьшающих удары кусков груза по ленте.
В соответствии с ГОСТ 22644 - 77 скорость ленты v (м/с) должна выбираться из следующего ряда: 0, 25; 0, 315; 0, 4; 0, 5; 0, 63; 0, 8; 1, 0; 1, 25; 1, 6; 2, 0; 2, 5; 3, 15; 4, 0; 5, 0; 6, 3. Отклонения скоростей допускается в пределах ± 10 %. К числу факторов, влияющих на выбор скорости ленты относятся: ширина ленты, угол наклона конвейера к горизонту, физические свойства перемещаемого груза, способ загрузки и разгрузки, конструкции роликоопор и др. Для стационарных конвейеров, расположенных в закрытых помещениях или работающих в подземных условиях устанавливают меньшие скорости, чем для конвейеров, работающих на открытых разработках.