Контрольная работа: Коррекция систем автоматического управления
+j
w=¥ w=0 +
T2 /T3 1
![]()
Работа дифференцирующего корректирующего устройства. Введение интегрирующего корректирующего устройства уменьшает коэффициент усиления на высоких частотах, что уменьшает действие помех, но ухудшает переходный процесс.
Интегро-дифференцирующее корректирующее устройство. Схема интегро-дифференцирующего корректирующего устройства приведена на рис. 3б
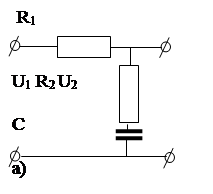 | 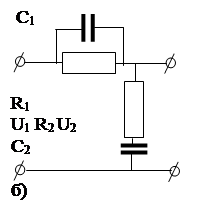 |
Рис. 3
Для интегро-дифференцирующего контура, обычно С2 > С1 . В области низких частот С1 можно пренебречь, и контур работает как интегрирующий, а в области высоких частот С2 можно пренебречь, и контур работает как дифференцирующий.
(В ТАУ НЧ 0 £ w £ 5 с-1 ; СЧ 5 £ w £ 50 с-1 ; ВЧ 50 £ w £ ¥ с-1 ).
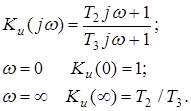
Передаточная функция цепи, представленной на рис. 3б имеет вид

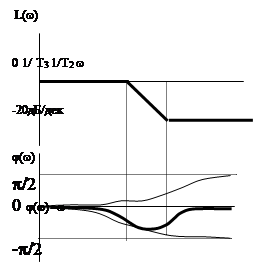
Частотные характеристики цепи, приведены в таблице 3.
Таблица 3
АФХ | Логарифмические характеристики | ||
   |
Работа интегро–дифференцирующего корректирующего устройства.
Интегро-дифференцирующее корректирующее устройство в области низких частот работает как интегрирующее, а в области высоких частот как дифференцирующее, поэтому оно совмещает достоинства интегрирующего и дифференцирующего устройств.
За счет уменьшения коэффициента усиления на низких частотах увеличивается запас устойчивости.
За счет положительного фазового сдвига, вносимого контуром, увеличивается частота среза, а значит, уменьшается время регулирования, т. е. повышается быстродействие системы.
3. Методы синтеза последовательных корректирующих устройств
При расчете параметров корректирующих устройств можно использовать любой из методов определения качества, но наиболее часто используют частотные методы, в частности, логарифмические частотные характеристики.
Рассмотрим, как по виду ЛАЧХ можно судить о качестве переходного процесса (рис. 4).
 |
Характеристику разбивают на три части: НЧ - определяет статику; СЧ - определяет динамику; ВЧ – не играет роли.
Точка пересечения ЛАЧХ с осью абсцисс характеризует частоту среза - w с .
1. Время переходного процесса является функцией частоты среза tп = f( w с ); tп = c/ w с .
2. Число перерегулирований является функцией угла пересечения ЛАЧХ оси абсцисс N = f( a ) . Обычно N = 2¸3, при этом a »-20 дБ/дек.
3. Величина перерегулирования является функцией запаса устойчивости по амплитуде – L . s % = f(L) . Обычно s % = 20¸30, при этом L »20 дБ.
4. Порядок синтеза последовательного корректирующего устройства
Порядок синтеза последовательного корректирующего устройства рассмотрим на конкретном примере.
Пример 1. Дана система, схема которой приведена на рис. 5.
Пусть T1 = 1 c, T2 = 0,1 c, kv = 10 c-1 . Необходимо синтезировать последовательное корректирующее устройство, обеспечивающее следующие показатели качества:
1. Величина статической ошибки e с = 0.
2. Частота среза желаемой системы w сж = 1 с-1 .
3. Величина относительного перерегулирования s % = 20 ¸ 30.
4. Число перерегулирований N = 2 ¸ 3.
 |
Решение:
1. Строим ЛАЧХ заданной (реальной) системы (рис. 6).
 |