Контрольная работа: Методика внутрицехового планирования
установленного такта и ритма работы поточной линии для каждого изделия;
непрерывного и параллельного движения изделий по операциям технологического процесса.
Месячное задание участку выдается в виде подетальной программы и графика (стандарт-плана) с указанием: размеров запуска и выпуска по дням партий изделий, закрепленных за линией; постоянной очередности и периодичности смены объектов на линии; распределения фонда времени работы между изготавливаемыми объектами. Исходные данные для планирования работы серийно-поточных участков те же, что и для участков массового поточного производства (по всем изготавливаемым на участке объектам).
Сменные задания по рабочим местам выдаются либо на весь месяц, либо при каждой переналадке линии. Оперативная подготовка та же, что и на массово-поточных участках с дополнением подготовки переналадок линии и контроля за их проведением.
Планирование на участках единичного производства в условиях широкой, постоянно меняющейся номенклатуры продукции ведется в зависимости от принципа специализации участка: предметного или технологического. Для участков предметной специализации месячное задание формируется путем выборки из цеховой программы и выдается участку в детально - количественном выражении с указанием сроков запуска и выпуска деталей. Для участков технологической специализации месячная программа выдается в комплектно-объемном выражении с указанием сроков запуска и выпуска комплектов.
Исходными данными для планирования являются:
месячная программа цеха;
чертежи и цеховые производственные спецификации заказов;
данные о рабочих местах, в том числе производительность и производственные потери;
план ремонта оборудования.
Основу календарного планирования на участках единичного производства составляет система текущего распределения работ в сочетании с оперативными календарными графиками загрузки рабочих мест по изготовлению ведущих изделий (деталей) и ведущих операций (или процессов). При этом должна быть обеспечена необходимая загрузка рабочих и оборудования.
Сменное задание по рабочим местам выдается с учетом их специализации, что позволяет наиболее рационально использовать оборудование и квалификацию рабочих, а также способствует росту производительности труда. Однако, учитывая единичный характер производства и наличие малотрудоемких работ, на рабочее место за смену может выдаваться несколько нарядов. Поэтому оперативная подготовка работ на участке составляет существенную часть системы текущего распределения и выдачи заданий рабочим.
2. Календарные планы-графики участков на примере ОАО "Минский приборостроительный завод"
Исходные данные по ОАО "Минский приборостроительный завод" приведены в таблицах 1 - 4: таблица №1 - общие исходные данные, таблица №2 - исходные данные об обработке деталей по группам оборудования, таблица №3 - фактические остатки деталей в заделах, таблица №4 - индивидуальные исходные данные по изделиям.
Таблица № 1 - Общие исходные данные
| Показатель | Обозначение | Единица измерения | Значение показателя |
| Резервное опережение между цехами | Тр | раб. дн | 2 |
| Резервное опережение перед сборкой изделий | Тр сб | раб. дн | 4 |
| Длительность производственного цикла сборки изделий | Тц сб | раб. дн | 2...5 |
| Ритм запуска-выпуска партий изделий на сборке | R | раб. дн | 1 |
| Межоперационное время | tмо | ч | 4 |
| Число смен работы | Kсм | - | 2 |
| Продолжительность смены | Tсм | ч | 8 |
| Процент подготовительно-заключительного времени по отношению к штучному времени | Pпз | % | 6...15 |
| Коэффициент выполнения норм времени | g | - | 1,0...1,4 |
| Процент времени простоя оборудования в ремонте от номинального фонда времени | Pпр | % | 5...15 |
Таблица № 2 - Исходные данные об обработке деталей по группам оборудования
| № цеха | № группы оборудо-вания | Количество единиц оборудования в группе | Норма штучно-калькуляционного времени обработки деталей, ч/шт | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||
| 1 | 1 | 5 | 0,1 | 0,3 | 0,5 | 0,2 | 0,1 | 0,1 | 0,2 | 0,3 | 0,1 | 0,3 |
| 2 | 6 | 0,7 | 0,2 | 0,4 | 0,4 | 0,6 | 0,2 | 0,1 | 0,3 | 0,2 | 0,2 | |
| 3 | 7 | 2,1 | 2,0 | 1,5 | 0,3 | 0,4 | 0,3 | 0,3 | 1,1 | 0,2 | 0,2 | |
| 2 | 4 | 7 | 0,5 | 0,2 | 0,4 | 0,7 | 0,6 | 0,8 | 1,0 | 2,1 | 1,3 | 0,9 |
| 5 | 6 | 0,3 | 0,2 | 0,4 | 0,5 | 0,1 | 1,1 | 0,3 | 1,8 | 1,6 | 2,6 | |
| 6 | 5 | 0,4 | 1,1 | 1,0 | 0,8 | 0,6 | 2,4 | 0,5 | 0,4 | 1,1 | 0,9 | |
| 7 | 7 | 0,4 | 0,5 | 0,2 | 0,2 | 0,2 | 0,6 | 1,5 | 1,2 | 0,2 | 0,5 | |
| 8 | 7 | 0,9 | 0,7 | 0,3 | 0,6 | 0,5 | 1,0 | 0,8 | 0,2 | 1,4 | 0,7 | |
Таблица № 3 - Фактические остатки деталей в заделах в процентах от нормативных заделов
| Вид задела | Процент фактического задела для деталей | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| Цикловой задел в первом цехе | 90 | 130 | 80 | 100 | 120 | 140 | 70 | 90 | 100 | 110 |
| Оборотный задел между первым и вторым цехами | 80 | 120 | 160 | 90 | 110 | 120 | 130 | 90 | 80 | 120 |
| Резервный задел между первым и вторыми цехами | 100 | 80 | 100 | 120 | 110 | 140 | 90 | 90 | 100 | 110 |
| Цикловой задел во втором цехе | 120 | 90 | 110 | 140 | 130 | 100 | 110 | 90 | 80 | 100 |
| Оборотный задел между вторым и третьим цехами | 110 | 100 | 120 | 130 | 90 | 90 | 100 | 100 | 140 | 130 |
| Резервный задел между вторым и третьим цехами | 120 | 110 | 100 | 120 | 90 | 130 | 80 | 60 | 130 | 100 |
| Цикловой задел в третьем цехе | 80 | 100 | 110 | 60 | 120 | 70 | 140 | 90 | 100 | 70 |
Таблица № 4 - Исходные данные по изделиям
| Наименование показателей | Номера изделий | ||||||||
| 1 | 2 | 3 | |||||||
| Количество изделий выпускаемых за год | 1310 | 1050 | 1380 | ||||||
| Номера деталей, входящих в изделия | 3 | 7 | 9 | 5 | 8 | 4 | 8 | 5 | 7 |
| Применяемость деталей в изделиях, шт/изделие | 1 | 3 | 3 | 3 | 2 | 2 | 2 | 2 | 3 |
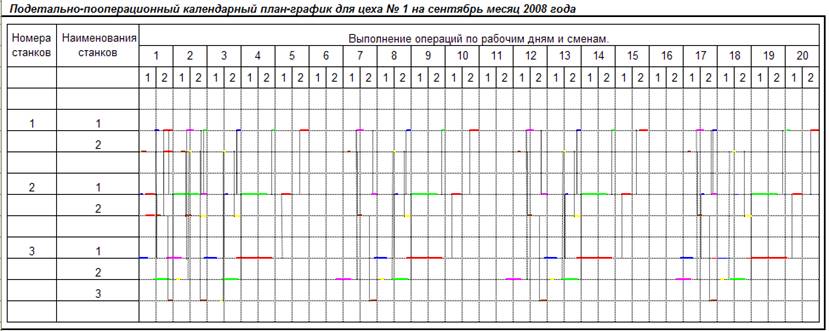
Ниже приведены два вида календарных планов-графиков (КПГ): подетальный и подетально-пооперационный. В подетальном указываются сроки начала и окончания обработки партий деталей в цехе. В подетально-пооперационном графике (график загрузки оборудования) указываются сроки запуска и выпуска партий деталей по рабочим местам. ![]() Подетальный КПГ строится по форме, приведенной в таблице 5. Подетально-пооперационный КПГ приведен в таблице 6. Каждой детали соответствует свой цвет линий: 3-й детали - синий; 4-й детали - желтый; 5-й детали - зеленый; 7-й детали - розовый; 8-й детали - красный; 9-й детали - коричневый.
Подетальный КПГ строится по форме, приведенной в таблице 5. Подетально-пооперационный КПГ приведен в таблице 6. Каждой детали соответствует свой цвет линий: 3-й детали - синий; 4-й детали - желтый; 5-й детали - зеленый; 7-й детали - розовый; 8-й детали - красный; 9-й детали - коричневый.
Таблица № 5
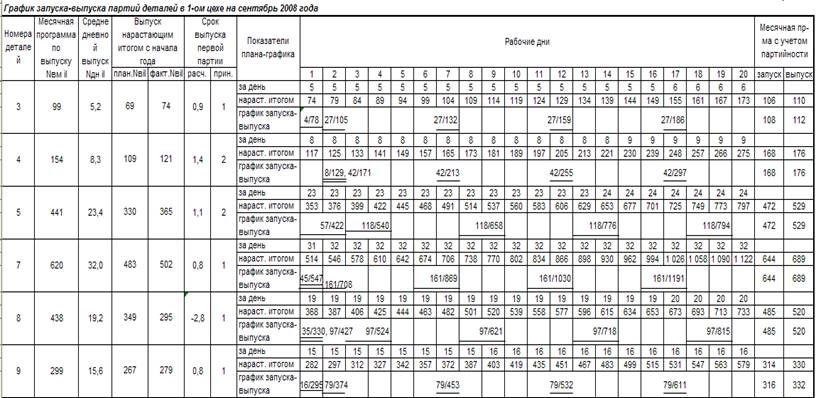
Таблица № 6
Список использованных источников
1. Афитов Э.А. Планирование на предприятии: учеб. пособие / Э.А. Афитов. - 2-е изд., переработ. и доп. - Мн.: Выш. шк., 2005. - 302 с.
2. Золотогоров В.Г. Организация и планирование производства. Практическое пособие. - Мн.: ФУАинформ, 2001. - 528 с.
3. Оперативное регулирование производства: учебно-методическое пособие / Шинкевич Н.В., Карпилович Ю.В. - Мн.: Изд-во МИУ, 2003.
4. Организация производства на предприятии; Учеб. - метод. комплекс. Н.В. Шинукевич, Е.А. Зубелик, Ю.В. Карпилович. - Мн.: Издательство МИУ, 2004. - 151 с.
5. Синица Л.М. Организация производства: Учеб. пособие для студентов вузов. - 2 - изд., перераб и доп. - Мн.: УП "ИВЦ Минфина", 2004. - 521 с.