Контрольная работа: Общие требования к конструкции пластмассового изделия
Наибольшая длина свинчивания прессованных резьб в изделиях из пластмасс при различном номинальном диаметре, шаге резьбы и колебании усадки приводится в специальных таблицах. Исполнение заходных и выходных элементов резьб для пластмассовых изделий отличается от металлических. Для резьб всех видов обязательно наличие фасок или кольцевых выточек на конце резьбы. Выточки выполняют для наружных резьб. Высота выточек (поясков) выбирается в зависимости от шага резьбы:
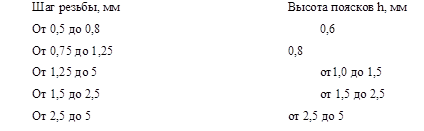
Такие пояски обеспечивают достаточную прочность изделий с резьбой и формующих резьбовых знаков.
Методом формования в пластмассовых изделиях можно получить резьбу с точностью IT6 – IT10. Более высокую точность можно обеспечить только при механической нарезке резьбы.
Особенности механических свойств пластмасс, особенно прочностных, учитываются и при проектировании резьб. При расчете прочности резьбовых элементов изделий из пластмасс необходимо учитывать коэффициент концентрации напряжений, который для винтов и гаек из полиамидов и других термопластов достигает 2,0, а из реактопластов – 5,5.
3.4Армирование пластмассовых изделий
При необходимости получить изделия с эксплуатационными свойствами, которыми пластмассы не обладают, их приходится проектировать с различными элементами из других материалов, называемыми арматурой.
В зависимости от требований, предъявляемых к пластмассовому изделию, оно может быть армировано металлической, керамической, стеклянной, резиновой, пластмассовой другого вида арматурой и т.п.
Закрепление арматуры в пластмассовом изделии можно осуществить несколькими способами:
1.непосредственно в процессе формования (заливка или запрессовка);
2.установление в изделие сразу после формования и извлечения из формы, когда закрепление осуществляется за счет термической усадки;
3.закрепление в охлажденном изделии на клею или механическим способом (на резьбе, заклепках и т.п.).
Чаще всего используют металлическую арматуру, которая придает пластмассовому изделию прочность, износостойкость, размерную точность, декоративные свойства.
К недостаткам пластмассовых изделий с арматурой, закрепленной в процессе формования, следует отнести:
1.возникновение внутренних напряжений в слое пластмассы, приводящих к образованию трещин;
2.усложнение оснастки и процесса формования.
В зависимости от назначения арматура бывает стержневая, втулочная, клеммная, кольцевая, проволочная, трубчатая и др.
В качестве арматуры можно использовать стандартные металлические изделия (винты, болты, гайки) с доработкой или без нее, а также специально изготовленные для конкретного пластмассового изделия металлические армирующие элементы.
Соединение арматуры с пластмассой должно быть настолько прочным, чтобы извлечение арматуры сопровождалось разрушением пластикового изделия или деформированием арматуры.
Для восприятия рабочих осевых нагрузок и крутящих моментов на арматуре должны быть предусмотрены специальные удерживающие элементы.
У простейшей проволочной арматуры, изготовленной из тонкого пруткового материала или проволоки, - это различные отгибы, разрезы, расплющенные элементы, петли и т.п.
Штампованная арматура из листового металла толщиной менее 1 мм должна иметь отгибы, выштампованные язычки, выгибы, боковые вырезки глубиной 0,3 – 0,5 мм. Для арматуры толще 1 мм рекомендуется использовать отверстия.
Стержневая и втулочная арматура для восприятия крутящего момента на запрессованных поверхностях должна иметь грани, лыски, накатку и т.п., а для восприятия осевого усилия – буртики, заплечики, проточки, пазы и т.п. Кольцевые проточки необходимо располагать посередине запрессовываемой части арматуры. Диаметр канавки – 0,6 – 0,8 мм.
Если торец арматуры выходит за поверхность пластмассового изделия, то накатка не должна доходить до торца на 1,0 – 1,5 мм. Все острые кромки запрессовываемой части арматуры должны быть обязательно округлены или притуплены фаской.
Для предотвращения разрушения и образований трещин и вздутий толщина слоя пластмассы, охватывающего арматуру, не должна быть меньше некоторой минимальной величины, равной 0,5 диаметра или толщины арматуры.
Необходимо стремиться к равнотолщинности слоя пластмассы, охватывающего арматуру. В этом случае охлаждение и усадка протекают более равномерно, что способствует уменьшению напряжений и деформации изделия.
При наличии в пластмассовом изделии нескольких армирующих элементов минимальное расстояние между ними зависит от диаметра арматуры. Оно должно составлять 3 мм при диаметре арматуры 6 – 12 мм и 6 мм при диаметрах более 12 мм.
3.5Радиусы закруглений
На изделиях из пластмасс предусматриваются закругления как с наружной, так и с внутренней сторон. Наличие таких закруглений способствует:
1. увеличению прочности пластмассового изделия в целом или его элементов;