Контрольная работа: Расчет параметров постоянно-поточной линии
Выполнил: ст. гр. зЭВС-41
Печников А.И.
Проверил:
Йошкар-Ола
2009
Задание 1
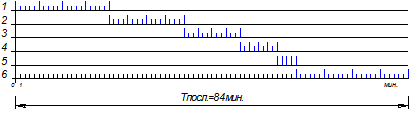
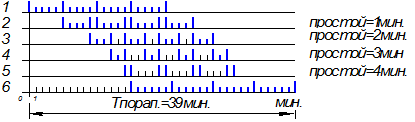
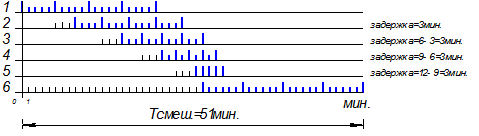
Построить графики и определить по ним длительность цикла обработки партии деталей при последовательном, параллельном и последовательно-параллельном (смешанном) видах движения предметов труда в технологическом процессе.
| Nоп | ti (мин) | n | p |
| 1 | 5 | 4 | 1 |
| 2 | 4 | 4 | 1 |
| 3 | 3 | 4 | 1 |
| 4 | 2 | 4 | 1 |
| 5 | 1 | 4 | 1 |
| 6 | 6 | 4 | 1 |
Последовательный способ
параллельный способ
смешанный способ
Задание 2
Выполнить расчет параметров постоянно-поточной линии. Определить такт, необходимое число рабочих мест и степень их загрузки, скорость и общую длину конвейера. Составить таблицу распределения разметочных знаков.
Исходные данные:
– сменная программа линии сборки сборки – 250 шт.;
– число смен – S = 2;
– регламентированные перерывы для отдыха в смену – 40 мин;
– продолжительность смены – 480 мин;
– шаг конвейераl = 1 м;
– радиус барабана R = 0,3 м.
Нормы времени на операциях:
| Nоп | ti (мин) |
| 1 | 5,5 |
| 2 | 4,4 |
| 3 | 3,8 |
| 4 | 3,9 |
| 5 | 4,1 |
Рассчитаем такт:
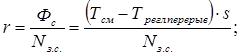
![]() – программа запуска;
– программа запуска;
Nв.с. – программа выпуска;
α – допустимый процент технологического брака: α = 0%;
S – количество рабочих смен в сутки;
Nз.с. =Nв.с. =250.
![]()
Рассчитаем число рабочих мест на каждой операции и степень их загрузки.
![]() ;
; ![]()
![]()
![]()
--> ЧИТАТЬ ПОЛНОСТЬЮ <--