Контрольная работа: Расчёт технологических размеров и допусков
Задание: рассчитать технологические размеры и допуски, при выполнении которых выдерживались бы заданные чертежом размеры, и обеспечивалось снятие минимальных припусков.
Исходные данные: S1 =42-0,062 мм, S2 =10-0,07 мм, S3 =25 мм, S4 =16-0,43 мм, D1 =125-0,53 мм; D2 =92Н12мм; D3 =100![]() мм; D4 =88Н12 мм, D5 =82
мм; D4 =88Н12 мм, D5 =82![]() мм.
мм.
Материал – СЧ18
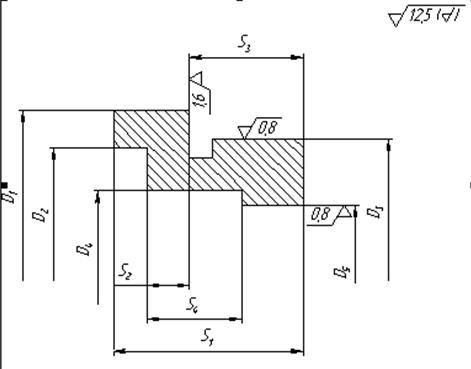
Рисунок 1 – Эскиз детали
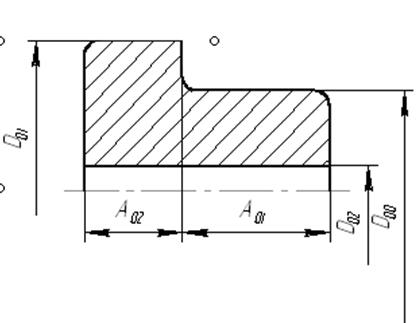
Рисунок 2 – Эскиз заготовки
Основная цель сборки - выдержать точность всех замыкающих звеньев сборочной размерной цепи. Замыкающее звено и его точность определяется служебным назначением сборочной единицы, ее собираемость и эксплуатацией.
Размерная цепь строится, начиная с замыкающего (исходного) звена. Затем по чертежу находят примыкающую к нему слева деталь, размер которой непосредственно влияет на размер замыкающего звена. Далее находят размер второй детали, сопряженной с размером первой. И так последовательно выявляют детали сборочного соединения, сопряженные Друг с другом, размеры которых непосредственно влияют на размер замыкающего звена. Последний из этих размеров должен примкнуть к размеру замыкающего звена, замкнув цепь. В состав размерной цепи от каждой детали входит только один размер.
В зависимости от пространственного расположения звеньев размерные цепи могут быть плоскими, пространственными. У изделия, как правило, несколько размерных цепей. Каждой цепи присваивается определенная буква. Звеньям линейной цепи обычно присваивают букву русского алфавита, угловым - греческого. Каждому составляющему звену присваивают индекс в виде порядкового номера, отсчет которого производится, от левой границы замыкающего звена. Замыкающему звену присваивают индекс. Увеличивающие звенья обозначают стрелками, проставленными над буквенным обозначением звена и направленными вправо, а также знаком "+" уменьшающие - стрелками влево и знаком "-".
Расчет и анализ размерной цепи позволяет:
1. установить количественную связь между размерами деталей изделия
2. установить номинальные значения
3. допуски взаимосвязанных размеров, исходя из эксплуатационных требований и экономической точности обработки деталей и сборки изделия
4. определить, какой вид взаимозаменяемости (полный, неполный) будет наиболее экономичен
5. добиться наиболее правильной простановки размеров на рабочих чертежах
6. определить операционные допуски и сделать пересчет размеров при несовпадении технологических, конструкторских, измерительных баз.
Технологический процесс изготовления втулки
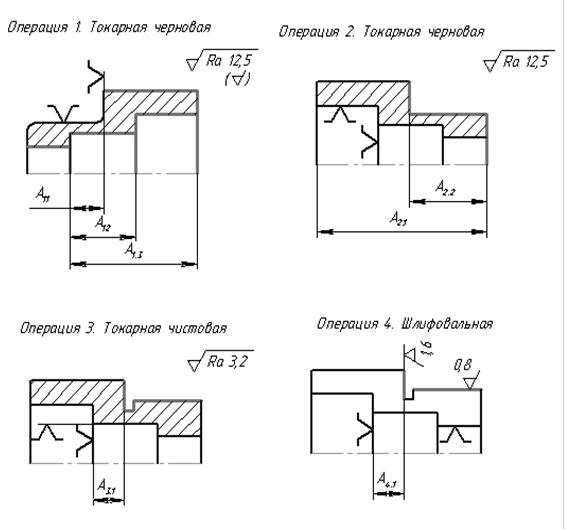
1. Составим схему обработки (рис. 3)
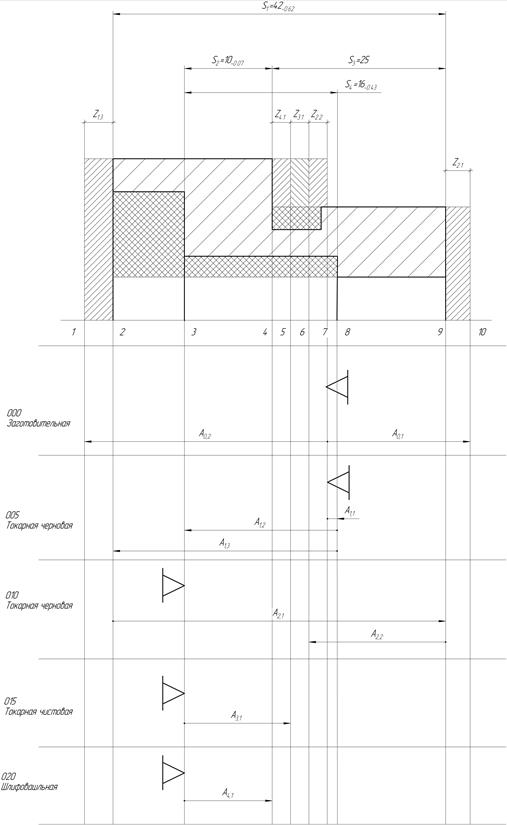
Рисунок 3 – Схема обработки
3. Построим граф технологических размерных цепей (рис.4)
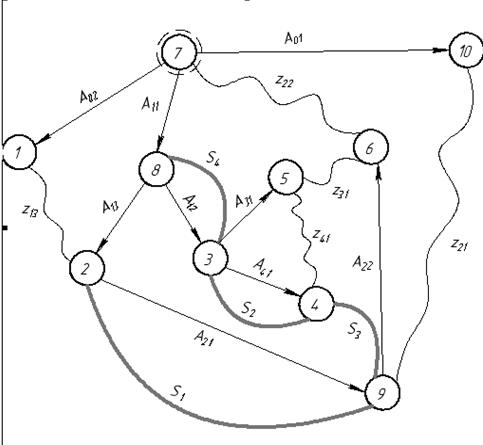
Рисунок 4 - Граф технологических размерных цепей
Уравнение размерных цепей:
1) A2.1 -S1 =0; A2.1 =S1
2) A1.2 -S4 =0; A1.2 =S4
3) A4.1 -S2 =0; A4.1 =S2
--> ЧИТАТЬ ПОЛНОСТЬЮ <--