Контрольная работа: Разработка приспособления для фрезерования
Рабочий диаметр пневмоцилиндра выбираем из нормализованного ряда (D = 90 мм).
5 Описание конструкции и принципа действия приспособления
Конструкция приспособления представляет собой базовый блок, состоящий из корпуса 1 (рисунок 3), в который встроен пневмоцилиндр 7. Шток пневмоцилиндра соединен с рычагом 5, тот в свою очередь с толкателем подвижной призмы 19 которая в совокупности с неподвижной призмой 20 обеспечивают закрепление обрабатываемых заготовок. Корпус устанавливается на стол станка по плоскости А и ориентируется на нем с помощью двух призматических привертных шпонок 21. В корпусе расположены три установочных элемента, это две призмы и опора, которая обеспечивает прижим детали по образующей диаметра 80 мм к неподвижной призме.
После установки детали с упором в опору и неподвижную призму подается сжатый воздух в левую часть пневмоцилидра (см. рисунок), шток поршня передвигается и давит на рычаг, тот на толкатель соединенный с призмой, призма давит на деталь и прижимает ее к неподвижной призме. После снятия давления поршень возвращается в исходное положение под действием пружины 12.
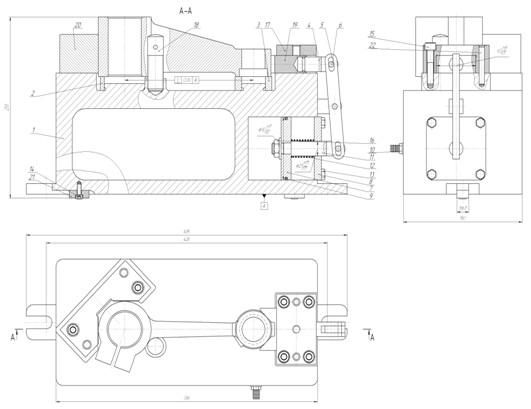
Рисунок 3 – Расточное приспособление
6 Расчет приспособления на точность
Расчет приспособления на точность будем осуществлять по методике [5].
В качестве размера, проверяемого на точность, выберем размер Æ35H7+0,025 мм (см. операционный эскиз), точность которого зависит от конструкции приспособления.
Общая ожидаемая погрешность обработки D![]() на стадии проектирования приспособления может быть определена по формуле:
на стадии проектирования приспособления может быть определена по формуле:
D![]() < IT
< IT![]() ,
,
где К - коэффициент, характеризующий отклонение действительных кривых распределения исследуемых погрешностей от кривых закона нормального распределения (в данном случае обработка производится методом настроенных станков, поэтому К=1,2);
e - погрешность установки заготовки в приспособлении;
D![]() - погрешность настройки станка;
- погрешность настройки станка;
w![]() - величина мгновенного рассеяния размера 35 мм, зависящая от вида обработки; при работе на фрезерных станках высокой точности w
- величина мгновенного рассеяния размера 35 мм, зависящая от вида обработки; при работе на фрезерных станках высокой точности w![]() = 0,001...0,005 мм;
= 0,001...0,005 мм;
IT![]() - допуск проверяемого на точность размера, IT
- допуск проверяемого на точность размера, IT![]() = 0,025 мм.
= 0,025 мм.
Погрешность установки определяется по формуле
e=![]() ,
,
где e![]() - погрешность базирования,
- погрешность базирования,
e![]() - погрешность закрепления,
- погрешность закрепления,
e![]() - погрешность положения, вызванная неточностью изготовления и сборки приспособления.
- погрешность положения, вызванная неточностью изготовления и сборки приспособления.
Погрешность базирования для размера Æ35 мм равна нулю, так как технологическая база обрабатываемой поверхности при установке заготовки в приспособление совпадает с его технологическими базами, то есть e![]() =0
=0
Погрешность закрепления e![]() вызвана деформацией заготовки под действием сил закрепления. Используя рекомендации методики точностного расчета, величину e
вызвана деформацией заготовки под действием сил закрепления. Используя рекомендации методики точностного расчета, величину e![]() можно принимать в пределах 0,01…0,1 мм. Учитывая то обстоятельство, что заготовка устанавливается обработанной поверхностью на опору с плоской поверхностью (поверхности колец), величину погрешности закрепления можно принять равной e
можно принимать в пределах 0,01…0,1 мм. Учитывая то обстоятельство, что заготовка устанавливается обработанной поверхностью на опору с плоской поверхностью (поверхности колец), величину погрешности закрепления можно принять равной e![]() = 0,01 мм.
= 0,01 мм.
Погрешность положения может быть определена по формуле:
e=![]()
где![]() - погрешность, вызванная неточностью изготовления и сборки установочных элементов приспособления;
- погрешность, вызванная неточностью изготовления и сборки установочных элементов приспособления;
e![]() - погрешность, определяемая износом установочных элементов приспособления;
- погрешность, определяемая износом установочных элементов приспособления;
![]() - погрешность, вызванная неточностью установки приспособления на столе станка.
- погрешность, вызванная неточностью установки приспособления на столе станка.
Погрешность ![]() определятся формуле:
определятся формуле:
![]() =
= ![]() ,
,
где eус1, eус2... – погрешности, вызванные неточностью изготовления и сборки установочных элементов, влияющие на точность рассматриваемого узла и указанные в технических требованиях сборочного чертежа.
На размер Æ35 мм в спроектированном приспособлении будет влиять степень неперпендикулярности установочной поверхности наладки относительно базовой поверхности А, то есть ![]() =
=![]() ;
;
Погрешность eи определяется формулой
eи=b2*N,
где N - число контактов заготовки с опорой (можно принять величину N равной годовой программе выпуска деталей Nгод= 5000 шт),
b2 - постоянная, определяемая конфигурацией установочных элементов b2 = 0,002...0,004.
Тогда величина eи определится:
eи = 0,002 · 5000 = 10 мкм = 0,01мм.