Контрольная работа: Роботизированные технологические комплексы (РТК) в гибкой автоматизации производства
передачи информации о рассогласованиях для принятия на различных уровнях ГПС;
получения и представления информации об исполнении функций;
автоматической перестройки средств контроля в пределах заданной номенклатуры контролируемых объектов;
полноты и достоверности контроля.
Автоматизированная система инструментального обеспечения (АСИО) - система взаимосвязанных элементов, включающая участки подготовки инструмента, его транспортирования, накопления, устройства смен и контроля качества инструмента, обеспечивающие подготовку, хранение, автоматическую установку и замену инструмента.
Состав и структура ГПС зависит от специализации, технологических задач, типов изделий, типа производства, частоты смены продукции. Рис 1.
Для обеспечения функционирования ГПС необходимо:
скомплектовать, подготовить и загрузить в АТСС заготовки, комплектующие, полуфабрикаты, материалы и другие ингредиенты производства;
подготовить, настроить и ввести в АТСС и ГПМ приспособления и инструменты; подготовить и ввести в библиотеку программ АСУТП, АСТПП и АСУП необходимые программы управления гибкой производственной системы (ГПС);
автоматизированной системы испытаний (АСИ);
системы материально-технического обеспечения (СМТО);
автоматизированной системы управления (АСУ) ИПС.
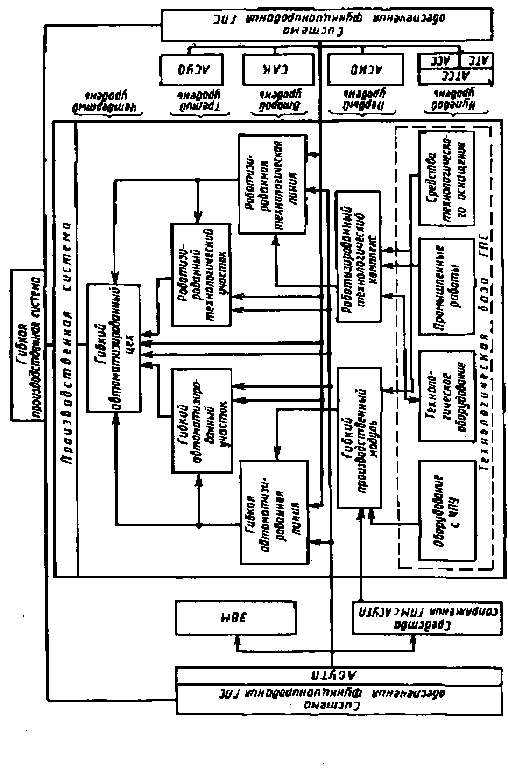
Рисунок 1 - Организационные уровни сложности ГПС
При этом подсистемы АСУ, АСНИ, САПР и АСТПП, являясь внешними по отношению к ГПС, реализуют информационное обеспечение на входе ГПС с использованием соответствующих баз данных (БД). Так АСУ обеспечивает планирование загрузки ГПС по номенклатуре и качеству изделий, предназначенных к выпуску в определенные периоды времени, и планирование подготовки производства для ГПС; АСНИ и САПР - автоматизированное проектирование ЭА с выпуском технической и программной (ПД) документации; АСТПП - автоматизированные разработки технологической документации, проектирование средств технологического оснащения и выпуск конструкторской документации на оснастку, разработку управляющих перфолент для ГПМ, ГПС; АСИ - автоматизированное испытание изделий.
ИПС позволяют обеспечить полностью автоматизированный процесс проектирования и производства изделий ЭА и возложить на человека функции контроля.
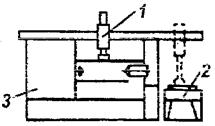
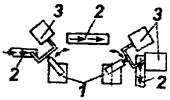
Основные схемы взаимодействия промышленных роботов с основным и вспомогательным оборудованием
Единичное обслуживание оборудования обеспечивается автономным или встроенным в оборудование ПР. Минимальные задачи, решаемые таким РТК, состоят в автоматизации операций обработки детали, ее установки-снятия, базировании и фиксации в рабочей зоне, а также в обеспечении связи с транспортными и информационными потоками основного производства. Разновидностью этой схемы является обслуживание несколькими роботами группы машин, число которых меньше числа ПР, имеющее место в РТК с машинами литья под давлением, при обслуживании листоштамповочных прессов и оборудования других типов (например, в станочных центрах, где один ПР осуществляет установку - снятие детали, а другой - смену инструмента и снаряжение инструментального магазина станка). При этом в состав РТК помимо ПР могут входить автооператоры различного назначения (например, в РТК с машинами литья под давлением).
 а
а 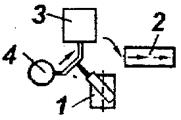 б
б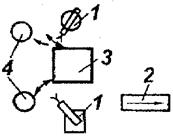 в
в
а - Встраивание робота в оборудование;
б - Расположение робота у основного технологического оборудования;
в - Обслуживание несколькими роботами группы машин, число которых меньше числа ПР.
Групповое обслуживание оборудования при его линейном, линейно-параллельном или круговом расположении может осуществляться одним ПР, обеспечивающим помимо операций, названных ваше, еще и межстаночное транспортирование деталей.
При этом с помощью ПР решаются также задачи диспетчирования работы оборудования, входящего в состав РТК, элементов транспортных систем и дополнительных механизмов. Разновидностью указанной схемы является обслуживание несколькими ПР группы станков, число которых превышает число роботов.
При этом можно не только обеспечить обработку деталей с различной последовательностью операций, но и сократить простои основного технологического оборудования, связанные с многостаночным обслуживанием, выполняемым ПР.
 а
а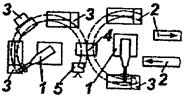 б
б
 в
в г
г
а - Обслуживание несколькими роботами группы машин, число которых превышает число ПР. Обработка деталей с постоянной последовательностью операций
б - Возможность изменения последовательности обработки и пропуска операций
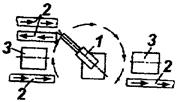
в - Обслуживание одним ПР группы машин. Круговое расположение оборудования (до пяти единиц, не более)