Контрольная работа: Сборка разъёмных соединений
При сборке резьбовых соединений должны быть обеспечены:
отсутствие перекосов торца гайки или головки болта по отношению к поверхности сопрягаемой детали, так как перекос является одной из главнейших причин обрыва винтов и шпилек;
соосность осей болтов, шпилек, винтов с резьбовыми отверстиями и необходимая плотность посадки в резьбе;
соблюдение очередности и постоянство усилий затяжки крепежных деталей в групповых резьбовых соединениях.
О последнем нужно сказать, что под этим подразумевается, что затяжка гаек (болтов) производится в определенной последовательности. Обязательно следует их затягивать крест-накрест в несколько приемов — сначала неполным моментом, а затем окончательным, указанным в нормативно-технической документации. Контроль момента затяжки резьбовых соединений следует осуществлять специальными динамометрическими ключами по степени изгиба или кручения стержня ключа либо с помощью предельных муфт, встраиваемых в резьбозавертывающие машины (установки). Недопустимо полагаться на личные ощущения при выполнении затягивания, так как недотянутые или перетянутые соединения одинаково нежелательны и опасны.
3. Зубчатые (шлицевые) соединения
Шлицевые соединения служат для передачи вращающего момента между валами и установленными на них деталями.
Шлицевое соединение можно условно представить как многошпоночное, шпонки которого выполнены вместе с валом. С помощью этого соединения можно обеспечить как подвижное (с осевым относительным перемещением), так и неподвижное скрепление деталей. По сравнению со шпоночными шлицевые соединения имеют значительно большую нагрузочную способность, прочность валов, точность центрирования и направления ступиц в подвижных соединениях.
По форме поперечного сечения шлицев различают прямобочные.
По форме поперечного сечения шлицев различают прямобочные (Рис. 3, а), эвольвентные (Рис. 3, б) и треугольные (Рис. 3, в) шлицевые соединения. Наибольшее распространение получили прямобочные шлицевые соединения, выполненные с четным числом шлицев (6, 8, 10). Центрирование возможно по наружному диаметру D, по внутреннему d и боковым поверхностям. Центрирование по наружному диаметру рекомендуется для неподвижных соединений, по внутреннему диаметру – для подвижных соединений, по боковым граням – при больших передаваемых нагрузках и низкой точности соединения.
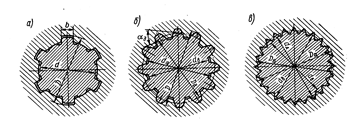 |
Рис. 3
Эвольвентное шлицевое соединение (см. Рис. 3, б) отличается от прямобочного повышенной точностью центрирования и прочностью. Центрирование осуществляют по боковым сторонам, реже – по наружному диаметру. Число зубьев z рекомендуют ³ 6 при m³ 0,5.
Соединение с треугольными шлицами (см. Рис. 3, в) применяют для неподвижных соединений при небольших нагрузках и тонкостенных конструкциях. Число шлицев z = 20 … 70, углы впадин вала равны 60, 72 и 90°. Центрирование осуществляют только по боковым граням.
По форме профиля шлицев применяют три типа соединений: прямобочные, эвольвентные и треугольные. Прямобочные соединения выполняют центрированием по боковым граням шлицев, по наружному или внутреннему диаметру вала. По стандарту предусматриваются три серии соединений (легкая, средняя и тяжелая) с числом шлицев 6 — 20. Лучшая соосность вала и ступицы обеспечивается центрированием по наружному или внутреннему диаметру. Центрирование по боковым граням применяют при тяжелых условиях работы, так как оно дает более равномерное распределение нагрузки по шлицам.
При невысокой твердости материала втулки (НВ < 350) центрирование производят по наружному диаметру. В этом случае поверхности центрирования втулки калибруют протяжкой, а центрирующие поверхности вала шлифуют. При большей твердости материала втулки применяют центрирование по внутреннему диаметру. Центрирующие поверхности втулки и вала при этом шлифуют.
Эвольвентные шлицевые соединения центрируют по боковым граням или (реже) по наружному диаметру вала. Как прямобочные, так и эвольвентные шлицевые поверхности применяют в подвижных и неподвижных соединениях. Элементы подвижного шлицевого соединения обычно подвергают термической обработке.
Соединения с треугольными шлицами применяют как неподвижные при тонкостенных втулках. Они обеспечивают передачу значительных моментов и при большом числе шлицев (до 75) позволяют регулировать положение втулки на валу в окружном направлении.
Сборку шлицевых соединений производят методом полной взаимозаменяемости и методом подбора (при повышенных требованиях). Сборке предшествует тщательная очистка сопрягаемых деталей, их контроль и внешний осмотр на предмет выявления дефектов поверхности (забоины, вмятины и др.). При сборке подвижных соединений втулка должна плавно, без качки и заедания перемещаться по валу (от руки). Зазоры в радиальном и окружном направлениях не должны превышать величин, указанных в ТУ на данное соединение. Сборку неподвижных соединений выполняют на прессе. Контроль на биение осуществляют индикатором в центровых бабках или на призмах.
Список литературы
1. Анурьев В.И. «Справочник конструктора- машиностроителя» в трех томах. Москва «Машиностроение» 1980г.
2. Красковский Е.Я., Дружинин Ю.А., Филатова Е.М. Расчет и конструирование механизмов приборов и вычислительных систем: Учебное пособие. М.: – Высш. шк., 2001. – 480 с. 2001
3. Сурин В.М. Техническая механика: Учебное пособие. – Мн.: БГУИР, 2004. – 292 с. 2004
4. Ванторин В.Д. Механизмы приборных и вычислительных систем: Учебное пособие. – М.: Высш. шк., 1999. – 415 с.
5. Справочник технолога – машиностроителя http://sdo.iriit.irk.ru/