Контрольная работа: Сборные железобетонные конструкции
Изготовление сборных железобетонных конструкций
Сущность сборных железобетонных конструкций, против монолитных, состоит в том, что конструкции изготавливаются на заводах ЖБИ, а затем доставляются на стройплощадку и монтируются в проектное положение. Основное преимущество технологии сборного железобетона в том, что ключевые технологические процессы происходят на заводе. Это позволяет достичь высоких показателей по срокам изготовления и качеству конструкций. Кроме того, изготовление предварительно напряженных ЖБК возможно, как правило, только в заводских условиях.
Недостатком заводского способа изготовления является невозможность выпускать широкий ассортимент конструкций. Особенно это относится к разнообразию форм изготавливаемых конструкций, которые ограничиваются типовыми опалубками. Фактически, на заводах ЖБИ изготавливаются только конструкции, требующие массового применения. В свете этого обстоятельства, широкое внедрение технологии сборного железобетона приводит к появлению большого количества однотипных зданий, что, в свою очередь, приводит к деградации архитектуры региона. Такое явление наблюдалось в СССР в период массового строительства.
Большое внимание на заводе ЖБИ уделяется технологической схеме изготовления. Используется несколько технологических схем:
Конвейерная технология. Элементы изготовляют в формах, которые перемещаются от одного агрегата к другому. Технологические процессы выполняются последовательно, по мере перемещения формы.
Поточно-агрегатная технология Технологические операции производят в соответствующих отделениях завода, а форма с изделием перемещается от одного агрегата к другому кранами.
Стендовая технология. Изделия в процессе изготовления остаются неподвижными, а агрегаты перемещаются вдоль неподвижных форм.
В предварительно напряженных конструкциях применяют два способа создания предварительного напряжения: натяжение на упоры и натяжение на бетон, а также два основных способа натяжения арматуры: электротермический и электротермомеханический.
Подготовка изделий к монтажу. Укрупнительная сборка, строповка. Правила подъема и установки конструкций
Подготовка к монтажу
Перед монтажом проверяют состояние ранее установленных конструкций, а также элементов, которые нужно монтировать. Состав операций, входящих в подготовку конструкций к монтажу, зависит как от вида конструкций, так и от принятого метода монтажа. Однако ряд операций выполняют во всех случаях:
1)Каждый монтируемый элемент осматривают, чтобы удостовериться, что на нем есть марка и штамп ОТК, правильно расположены закладные детали, антикоррозионное покрытие на закладных деталях не повреждено, а выпуски арматуры соответствуют проекту и не деформированы. Кроме того, проверяют в конструкции наличие проектных и монтажных отверстий, их диаметр. Фактические размеры деталей проверяют металлическим метром или рулеткой. В бетоне не должно быть трещин, выбоин и поверхностных раковин, а геометрическая форма должна соответствовать проекту. На конструкции, подготовленные к подъему, должны быть нанесены осевые риски.
2) При подготовке все конструкции очищают. Погнутые детали выпрямляют, наплывы бетона удаляют, ржавчину счищают металлическими щетками.
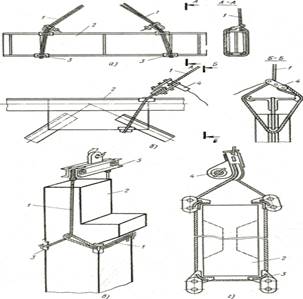
Рис 1. Схема строповки в обхват обвязочными стропами:
а — металлической балки, б — верхнего пояса фермы, в — колонны, г—балки;
1 — строп, 2 — конструкция, 3 — подкладки, 4 — полуавтоматический замок, 5 — траверса.
Строповка
Для строповки сборных конструкций применяют различные грузозахватные устройства в виде гибких стропов, траверс, механических и вакуумных захватов.
В зависимости от конструктивных особенностей монтируемого элемента его стропуют различными приемами:
· В обхват;
· За петли;
· Захватами.
Одно из важных требований, предъявляемых к грузозахватным: устройствам, — возможность расстроповки элементов с земли или непосредственно из кабины машиниста.
Строповка за монтажные петли
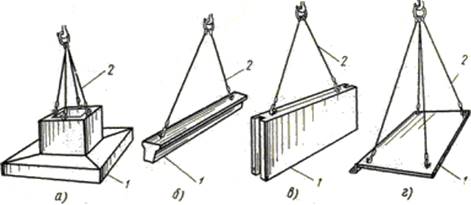
Рис 2.
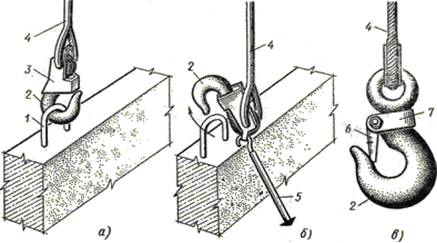
Строповка с дистанционно отцепкой
--> ЧИТАТЬ ПОЛНОСТЬЮ <--