Контрольная работа: Сварочное пламя
Сварка разнородных металлов может не произойти так как свойства таких металлов иногда не в состоянии обеспечить протекание необходимых физико-химических процессов в зоне сплавления, поэтому эти металлы не обладают металлургической свариваемостью.
Под технологической свариваемостью понимается возможность получения сварного соединения, определяемого видов сварки. При различных видах сварки происходит окисление компонентов сплавов. В стали, например, выгорает углерод, кремний, марганец, окисляется железо. Технологическая свариваемость устанавливает оптимальное режимы и способы сварки, технологическую последовательность выполнения сварочных работ, обеспечивающие получение требуемого сварного соединение.
В процессе сварки в сварном соединении возможно образование трещин. По расположению относительно оси шва они могут быть продольными и поперечными. Трещины являются наиболее опасными дефектом, так как исправление их требует к неисправимому браку.
3.Температура ацетилено-кислородного пламени и пламени с использованием газов-заменителей ацетилена
При сварке металлов можно применять другие газы и пары жидкостей. Для эффективного нагрева и расплавления металла при сварке необходимо чтобы to пламени была примерно в два раза превышала to плавления свариемого металла. Для сгорания горючих различных газов требуется различное кол-во кислорода подаваемого в горелку.Газы заменители ацетилена применяют во многих отраслях промышленности. Поэтому их производство и добыча в больших масштабах и они являются очень дешевыми, в этом их основное преимущество перед ацетиленом. Вследствие более низкой to пламени этих газов применение их ограничено некоторыми процессами нагрева и плавления металлов.
При сварке же стали с пропаном или метаном приходится применять сварочную проволоку содержащею повышенное количество кремния и марганца, используемых в качестве раскислителей, а при сварке чугуна и цветных металлов использовать флюсы.
Газы – заменители с низкой теплопроводной способностью неэкономично транспортировать в баллонах. Это ограничивает их применение для газопламенной обработки.
Таблица.
| Горючие газы для сварки и резки. | Температура пламени при сгорании в кислороде | Коэффициент замены ацетилена |
| Ацетилен | 3150 | 1,05 |
| Водород | 2400-2600 | 5,2 |
| Метан | 2400-2500 | 1,6 |
| Пропан | 2700-2800 | 0,6 |
| Пары керосина | 2400-2450 | - |
4. Зависимость нагрева металла от состава горючей смеси, расхода горючего, угла наклона пламени к поверхности металла, скорость перемещения пламени, толщины и теплофизических свойств металла
Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки. Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств.
Количество ацетилена в час, необходимое на 1мм толщины свариваемого металла, устанавливается практикой.
При сварки низкоуглеродистой стали на 1мм толщины свариваемого металла требуется 100 – 130дм3 ацетилена в час.
Для сварки низкоуглеродистой стали толщиной 4мм минимальная мощность сварочной горелки составит 400 дм3 /ч, наибольшая 520 дм3 /ч.
Для сварки различных металлов требуется определенный вид пламени – нормальное, окислительное, науглероживающие. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстояние 2 – 6 мм от конца ядра. Конец присадочной проволоки должен находится в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона мундштука к поверхности свариваемого металла (рис. 2). Величина угла выбирается в зависимости от толщины и рода свариваемого металла. В начале сварки для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующей данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
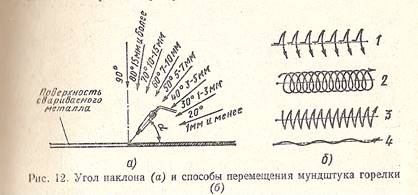
Рис 2. угол наклона (а)и способы перемещение мундштука горелки(б).
Рукоятка горелки может быть расположена вдоль оси шва или перпендикулярно ей. То или иное положение выбирается в зависимости от условий работы газосварщика, чтобы рука сварщика не нагревалось теплотой, излучаемой нагретым металлом.
Список литературы
1. Соколов И. И. Газовая сварка и резка металлов: Перед. И доп. – М.: Высшк., 1986 г. (Профтехобразование).