Контрольная работа: Технологические особенности сборки редуктора
Сборочные единицы второго порядка:
- 2Сб4 — Вал ведущий в сборе (в этой сборочной единице – вал ведущий 4, два подшипника 8, втулка распорная 18, маслоотражатели 19 и 27, кольцо 25, гайка вала 26);
- 2Сб42 — Маслоотражатель в сборе – соединение сваркой (в этой сборочной единице – маслоотражатель неподвижный 42, фланец маслоотражателя 15).
Технологическая схема сборки редуктора представлена на рисунке 2.
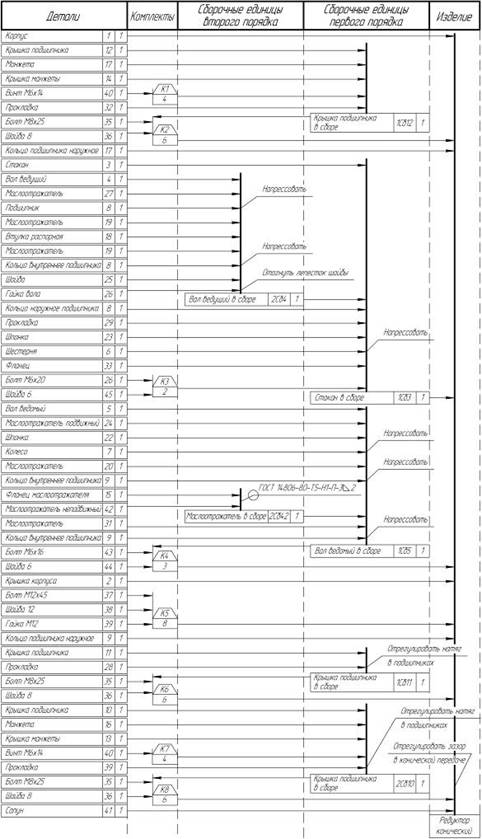 |
Технологические особенности сборки редуктора.
При сборке данного редуктора особенностью является установка стакана (1Сб3) в разъем корпуса, что позволяет разместить ведущую шестерню диаметра, превышающего диаметр стакана. Кроме того, его фиксация и фиксация соответствующей крышки подшипника осуществляются одними и теми же крепежными элементами.
Эти обстоятельства усложняют процессы регулировки натяга в подшипниках опор стакана и зазора в конической паре, а именно:
- Невозможно вынуть стакан в сборе при установленной крышке корпуса для установки регулировочных прокладок 29, обеспечивающих регулировку зазора в конической паре. Для выполнения указанной регулировки необходимо использовать разъемные регулировочные прокладки.
- Необходимо предварительно отрегулировать натяг в подшипниках опор стакана с помощью подбора регулировочных прокладок 30. Это можно сделать в специальном приспособлении.
Методы и средства обеспечения точности взаимного положения элементов.
Регулирование осевого натяга в конических роликовых подшипниках осуществляется установкой прокладок под крышки подшипников. При определении толщины прокладок, согласно [2], подшипниковый узел собирают без прокладок и затягивают крышку до момента появления заметного торможения вала. При этом зазор в подшипниках будет нулевым. После чего замеряют зазор между торцом крышки и корпусом и с учетом требуемого натяга определяют толщину прокладок.
Регулирование зазора в конической зубчатой паре осуществляется также за счет подбора толщины прокладок между фланцем стакана 3 и корпусом. Для определения толщины прокладок необходимо затягивать стакан без прокладок до момента заметного торможения в зубчатом зацеплении. В данный момент зазор будет нулевым. После этого замеряют зазор между фланцем стакана и корпусом. Толщину прокладок (![]() , мм) определяют по следующей формуле:
, мм) определяют по следующей формуле:
![]() ,(1)
,(1)
где![]() – зазор по результатам замера между фланцем стакана и корпусом, мм;
– зазор по результатам замера между фланцем стакана и корпусом, мм;
![]() – зазор в зубчатом зацеплении согласно техническим требованиям, мм;
– зазор в зубчатом зацеплении согласно техническим требованиям, мм;
![]() – угол конуса делительной окружности шестерни, град.
– угол конуса делительной окружности шестерни, град.
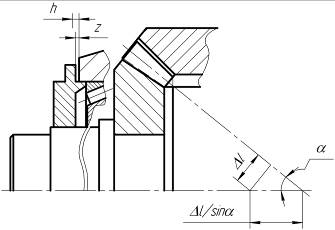
Рисунок 3 – Схема к определению толщины прокладок
редуктор вал зацепление подшипник
Библиографический список
1. Детали машин: Атлас конструкций. Учебное пособие для машиностроительных вузов/ В.Н. Беляев, И.С. Богатырев, А.В. Буланже и др.; Под редакцией доктора технических наук профессора Д.Н. Решетова. — 4-е изд., переработанное и дополненное — М.: Машиностроение, 1979. — 367 с., ил.
2. Справочник технолога-машиностроителя. В 2-х т. Т. 2 /Под ред. А.Г. Косиловой и Р.К. Мещерякова. 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. 496 с., ил.