Контрольная работа: Типовые технологические и гибкие производственные модули гибких производственных систем (ГПС) сборки и монтажа
Технологическая схема и состав ГПМ представлен на рис. 3. Процесс функционирования ГПМ следующий. Печатная плата из накопителя 8 подается устройством загрузки-выгрузки 9 к координатному столу сборочного автомата 6 и фиксируется на нем с помощью фиксирующего устройства 5. Координатный стол перед этим выводится в нулевое (крайнее справа и назад) положение. После фиксации ПП координатный стол подается к укладочной головке 2, которая в соответствии с заданной программой перемещения ПП производит вырезку ИЭТЭ из ленты, формовку выводов, установку ИЭТ по направляющим выводам в монтажные отверстия ПП и крепление ИЭТ подгибкой выводов под ПП навстречу друг другу или по радиусу. Излишки выводов обрезаются перед подгибкой.

Рис. 1 - Установка ручной программированной сборки ЭМ-1: 1 — накопитель ПП; 2 — накопитель ИС (ленточный) ; 3 — накопитель ИЭТ (конвейерный); 4 — устройство дозированного нанесения клея; 5 — устройство фиксации ПП; 6 - указатель места установки ИЭТ ; 7 - накопитель ИС (кассетный) ; 8 — устройство управления; 9 — устройство групповой подрезки и подчистки выводов.

Рис. 2 - Основной состав комплексов ТО и ГПМ ГПС сборки и монтажа ЭМ-1 (по участкам и цехам сборочного производства
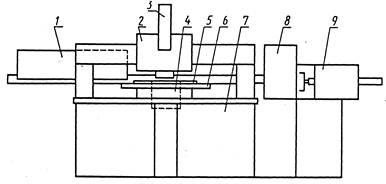
Рис. 3 - ГПМ установки и крепления на ПП ИЭТ вклеенных в двухрядную липкую ленту: 1 - накопитель ИЭТ (складского типа) ; 2 — автоматическая укладочная головка; 3 — накопитель ИЭТ (ленточный) ; 4 — подгибочная головка; 5 — устройство фиксации ПП; 6 — координатный стол; 7 — устройство управления; 8 — накопитель ПП; 9 - автоматическое устройство загрузки и выгрузки
ИЭТЭ для установки на ПП подаются к укладочной головке в соответствии с программой установки из программно-скомплектованной ленты 3, либо из магазина складского типа 1 (сиквенсора). Программно-скомплектованная двухрядная лента в виде катушки располагается, как правило, на укладочной головке. Конец ленты заправляется в подающем устройстве, после чего автомат начинает работать по сигналу системы управления. Программа передвижения ПП под укладочной головкой согласована с программой вклейки элементов в ленту. Вклейка ИЭТ в ленту производится на ГПМ комплектации ИЭТ в двухрядной липкой ленте.
Сиквенсор состоит из ряда катушек с ИЭТ, вклеенных в двухрядную ленту (в каждой катушке один тип ИЭТЭ), и обычно располагается сзади автомата на специальной штанге, которая служит направляющей для перемещения сиквенсора. Перемещается сиквенсор таким образом, чтобы катушка с ИЭТ требуемого для установки типа была расположена на минимальном расстоянии от укладочной головки, точнее устройства подачи ИЭТ. Программа перемещения сиквенсора и программа перемещения ПП должны быть согласованы. По завершении программы установки ИЭТ координатный стол с ПП возвращается в нулевое положение, после чего устройство загрузки изымает ПП из фиксирующего приспособления и возвращает в накопитель. Накопитель перемещается на 1 шаг, после чего цикл сборки повторяется для остальных ПП данной партии.
ГПМ установки на ПП ИС в корпусах типа 2
Предназначен для установки на ПП и, при необходимости, крепления на ней подгибкой двух выводов ИС в корпусах типа 2, уложенных в технологических кассетах.
Технологическая схема и состав ГПМ представлен на рис. 4. Процесс функционирования ГПМ следующий. ПП из накопителя 9 подается устройством загрузки-выгрузки к координатному столу 7 сборочного автомата и фиксируется на нем с помощью фиксирующего устройства 6. Координатный стол перед этим выводится в нулевое положение. После фиксации ПП координатный стол перемещается к укладочной головке 3, которая в соответствии с заданной программой производит выбор нужного типа ИС из накопителя (линейного 1 или роторного 4), установку ИС выводами в отверстия ПП. При необходимости, подгибочная головка 5 может осуществить подгибку двух выводов с целью дополнительного крепления ИС на ПП. Для ИС с числом выводов 14 и более в дополнительном креплении необходимости нет — ИС держится на ПП за счет пружинения выводов, вставленных в отверстия.
Программа перемещения ПП согласована с программой выбора и установки ИС. При работе автомата накопитель роторного типа поворачивается вокруг оси так, чтобы микрооборот автоматической укладочной головки мог извлечь из накопителя ИС заданного программой типа. Накопитель линейного типа неподвижен — он по команде системы управления выдает ИС нужного типа, которая с помощью транспортного устройства 2 подается к укладочной головке. По завершении программы установки координатный стол возвращается в нулевое положение. УЗВ извлекает ПП из фиксирующего устройства и возвращает ее в накопитель. Накопитель перемещается на один шаг, после чего цикл сборки повторяется для остальных ПП данной партии.
ГПМ установки и пайки ИС с планарными выводами на ПП
Предназначен для установки на ПП ИС в корпусах типа 401 (или 402, или 405) и пайки их выводов к контактным площадкам ПП.
Технологическая схема и состав ГПМ представлен на рис. 5. Загрузка и выгрузка печатной платы описана выше. Укладочная головка 4 совмещает операции установки и пайки ИС, которые подаются по транспортному устройству 9 из накопителя ИС ленточного '2 или кассетного 1 типов. В ленточном накопителе ИС уложены в той последовательности, в которой будут устанавливаться на ПП. Кассетный накопитель вращается по команде управляющей системы и выдает в транспортную систему ИС нужного типа из соответствующей кассеты. ИС, установленная на ПП, удерживается на ней в процессе выполнения пайки (до ее затвердевания). Пайке подвергаются все выводы ИС одновременно; способ - электроконтактный. Подача припоя и флюса производятся непосредственно в зону пайки. ГПМ устанавливает и паяет на ПП ИС только одного типоразмера в корпусах 401 (или 402, или 405).
РТК пайки ПП волной припоя
Предназначены для выполнения монтажных соединений на ПП способом пайки за счет автоматического выполнения операций загрузки-разгрузки, флюсования, подогрева, пайки и удаления излишков припоя.
Технологическая схема и состав РТК пайки представлена на рис. 6. Печатная плата с установленными на ней ИЭТ извлекается роботом 3 из накопителя 1, устанавливается в технологическую кассету (которая, в свою очередь, извлекается из накопителя 2) и через устройство загрузки 4 передается на транспортер 9 линии пайки. Транспортер (цепной конвейер) последовательно перемещает ПП через агрегаты линии пайки. В агрегате. флюсования 7 поверхность монтажных элементов, подлежащих пайке, смачивается флюсом, подающимся в виде пены к нижней поверхности ПП. В агрегате подогрева 8 происходит испарение жидкости, используемой в качестве растворителя флюса, необходимого для предотвращения разбрызгивания расплавленного припоя при попадании на него капелек жидкого флюса с поверхности ПП, а также подогрев ПП до 75 — 125 °С с целью уменьшения термоудара при погружении ПП в волну расплавленного припоя (t " 260 °С). Способ нагрева - терморадиационный. Температура подогрева должна быть максимальной, но не выше той, которую допускают ИЭТ, установленные на ПП.
В агрегате пайки 10 ПП нижней своей поверхностью проходит через волну расплавленного припоя (навстречу ее течению), создаваемую специальным устройством в виде насоса и сопла особой конструкции. Припой смачивает монтажные поверхности и образует монтажные соединения, проникая в металлизированные отверстия.
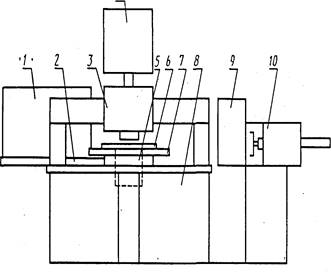
Рис. 4. ГПМ установки на ПП ИС в корпусах типа 2: / — накопитель ИС (кассетный линейный) ; 2 — устройство подачи ИС; 3 - автоматическая укладочная головка; 4 — накопитель ИС (кассетный, роторный) ; 5 — подгибочная головка; 6 — устройство фиксации ПП; 7 — координатный стол; 8 — устройство управления; 9 - накопитель ПП; 10 — автоматическое устройство загрузки и выгрузки ПП.

Рис. 5 - ГПМ установки и пайки ИС с планарными выводами на ПП: 1 — накопитель ИС (кассетный) ; 2 — накопитель ИС (ленточный) ; 3 — координатный стол; 4 — автоматическая головка установки и пайки ИС; 5 — устройство фиксации ПП; 6 — устройство управления; 7 — накопитель ПП; 8 — автоматическое устройство загрузки и выгрузки ПП; 9 — устройство подачи ИС

Рис. 6 - РТК пайки ЭМ-1 волной припоя: 1 - накопитель ПП; 2 - накопитель технологических кассет; 3 - робот; 4 - устройство загрузки ПП; 5 - устройство управления; 6 - информационное табло; 7 - агрегат флюсования ПП; 8 — агрегат подогрева; 9 - транспортер; 10 — агрегат пайки; 11 - горячий воздушный „нож"; 12 — устройство выгрузки
С целью предотвращения саздания сосулек на выводах ИЭТ, перемычек между выводами и близко расположенными проводниками к месту выхода ПП из припоя подается струя сжатого воздуха (t "в 250 - 300 ° С), которая сдувает излишки припоя с поверхности ПП в ванну.
На заключительном этапе запаянная ПП попадает в устройство выгрузки 12, в котором робот 3 извлекает ее из технологической кассеты и загружает в накопитель 1.
Технологическая кассета загружается тем же роботом в накопитель 2. Заполненный накопитель 2 возвращается подвесным роботом-трансманипулятором на вход линии пайки. Заполненный накопитель 1 с помощью робота-трансманипулятора передается на РТК очистки.