Контрольная работа: Типовые технологические и гибкие производственные модули гибких производственных систем (ГПС) сборки и монтажа
Предназначен для очистки ПП электронных модулей после пайки и перед влагозащитен от технологических загрязнений.
Технологическая схема и состав РТК очистки представлена на рис. 7. ПП извлекается роботом 2 из накопителя 1 и передается на устройство загрузки 9 ПП в линию, которое передает ее на транспортер. В линии ПП последовательно проходит ванны с раствором ТМС, горячей проточной водой, холодной проточной водой, деионизированной водой и станцию сушки. После сушки ПП через устройство ориентации с помощью робота загружается в пустой накопитель 1.
Накопители на входе и на выходе линии по мере извлечения и заполнения перемешаются на 1 шаг с помощью устройства загрузки-выгрузки 10. В случае отсутствия на предприятии централизованной поставки деионизированной воды в составе линии может быть предусмотрена станция местной деионизации 7.
ГПМ влагозащиты ЭМ
Предназначен для нанесения на печатную плату и сушки лаковых многослойных покрытий для защиты от влаги.
Технологическая схема и состав ГПМ (ГАЛ) представлен на рис.8.
ЭМ извлекается из накопителя 1 и на его участки, не подлежащие нанесению лака, и на него крепятся средства технологической защиты, хранящиеся в накопителе 2. Работа выполняется вручную на рабочем месте 3. ЭМ передается в накопитель, из которого автоматически извлекается и навешивается на (исполнительный механизм устройства нанесения лака. Исполнительный механизм погружает ЭМ в лак, извлекает из лака и для удаления излишков и создания слоя лака минимальной толщины центрифугирует его. Затем ЭМ передается в терморадиационное сушило, где лак полимеризуется. Следующий слой лака может быть нанесен способом распыления, для чего ЭМ . пропускается между форсунками устройства нанесения лака распылением - и вновь подвергается сушке для полимеризации лака.
Конструкция линии модульная, поэтому технологическая ее компоновка определяется количеством требуемых слоев лака и способом его нанесения. Для трехслойной защиты возможны любые комбинации модулей: 3 модуля лакировки методом погружения; 2 модуля лакировки погружением и 1 модуль — распылением; 1 модуль — погружением, 2 модуля — распылением; 3 модуля лакировки методом распыления. Состав линии определяется при формулировании заказа на ее изготовление. На (входе линии производится удаление с ЭМ средств технологической защиты и они размещаются в соответствующих накопителях.
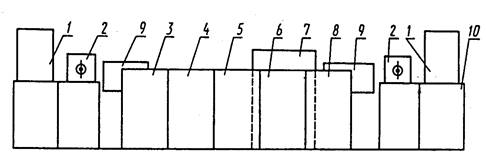
Рис. 7 - ГПМ очистки ЭМ-1 водными растворами ТМС: 1 — накопитель ПП; 2 - робот; 3 — ванна с раствором ТМС; 4 — ванна с проточной горячей водой; 5 — ванна с проточной холодной водой; 6 - ванна с деионизированной водой; 7 — станция деонизации воды; 8 — станция сушки; 9 — устройство ориентации ПП; 10 — устройство загрузки-выгрузки ПП
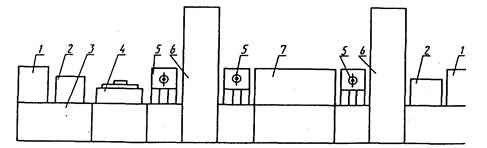
Рис. 8 - ГПМ (автоматизированная линия) влагозащиты ЭМ-1: 1 — накопитель ПП; 2 - накопитель средств технологической защиты; 3 — рабочее место защиты мест, не подлежащих лакировке; 4 — автоматическое устройство нанесения лака погружением с последующим центрифугированием; 5 — робот; 6 — сушило; 7 — автоматическое устройство нанесения лака распылением
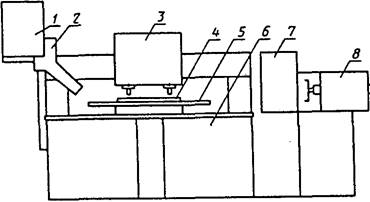
Рис. 9. ГПМ установки разъемов на ПП: 1 - накопитель разъемов; 2 - устройство поштучной подачи разъемов; 3 - автоматическая головка крепления разъемов; 4 - устройство фиксации ПП; 5 - координатный стол; б - устройство управления; 7 - накопитель ПП; 8 - автоматическое устройство загрузки и выгрузки ПП
ГПМ установки разъемов на ПП
Предназначен для установки на печатную плату и крепление на ней разъемов (вилок или колодок).
Технологическая схема и состав ГПМ установки разъемов представлены на рис. 9. Координатный стол 5 располагается под головкой крепления разъемов 3 и в соответствующие места устройства фиксации ПП 4 устанавливается крепеж (винт, пистон, заклепка и тд.) . После этого координатный стол выводится в нулевое положение и в устройстве 4 фиксируется ПП, подаваемая УЗВ8 из накопителя 7 так, чтобы крепеж попал в крепежные отверстия на ПП. Далее стол с ПП перемещается под устройство поштучной выдачи разъемов 2, которое производит установку его на ПП совмещая крепежные отверстия разъема с крепежом. При необходимости операция повторяется для 2-го, 3-го и т.д. разъемов. После установки разъемов стол с ПП перемещается под головку крепления, где производится либо накручивание гаек (с шайбой), либо развальцовка пистонов, либо расклепка заклепок. Собранная ПП возвращается в накопитель, после чего цикл повторяется для остальных ПП партии.
ГПМ установки контрольных контактов на ПП
Предназначен для установки и крепления на ПП контрольных контактов.
Загрузка и выгрузка ПП описана выше. Координатный стол 5 с ПП, зафиксированный в устройстве 4, перемещается по заданной программе под автоматической головкой /, которая производит установку контактов в отверстие ПП. Крепление контактов производится под платой подгибкой (для плоских) или развальцовкой (для круглых). Конструкция контактов должна обеспечивать возможность их бункеровки, ориентации и поштучной выдачи.
ГПМ комплектации ИС с пленарными выводами
Предназначен для Программируемой комплектации ИС в корпусах типа 4 (401 или 402, или р|05) и подготовке их к установке на печатные платы путем извлечения из тары-спутника, формовки, обрезки и лужения выводов и укладки в ленточную кассету в заданной программной последовательности.
Технологическая схема и состав ГПМ представлены на рис. 11. В магазине 1 сосредоточены накопители ИС различных типономиналов (но одного конструктивно-технологического исполнения, например, в корпусе |401) каждый накопитель имеет свой узел поштучной выдачи, срабатывающий по сигналу системы управления. ИС в таре-спутнике из накопителя по пневмотранспортеру 2 поступают в узел распаковки 3. Далее на линии вы-1полняется комплекс технологических операций формовки, обрезки и лужения выводов, после выполнения которых ИС укладываются в ячейки ленточного накопителя 8 в последовательности, определенной программой выдачи ИС из магазина накопителей. Возможен вариант компоновки ГПМ, когда взамен ленточного накопителя может быть использован кассетный накопитель роторного типа 9.
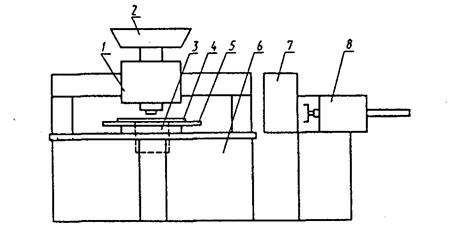
Рис. 10 - ГПМ установки контрольных контактов на ПП: 1 — автоматическая головка установки контрольных контактов; 2 - устройство ориентации и поштучной выдачи контрольных контактов; 3 — устройство крепления контрольных контактов; 4 — устройство фиксации ПП; 5 — координатный стол; б — устройство управления; 7 — накопитель ПП; 8 — автоматическое устройство загрузки и выгрузки ПП
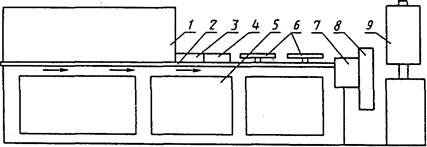
Рис. 11 - ГПМ комплектации ИС с планарными выводами: 1 — магазин накопителей ИС (в таре-спутниках) ; 2 - транспортер; 3 — устройство распаковки ИС; 4 — устройство формовки ИС; 5 — устройство управления; 6 — устройство флюсования и лужения выводов ИС; 7 — устройство загрузки ИС в накопитель; 8 — накопитель ИС (ленточный) ; 9 — накопитель ИС (кассетный)
Список литературы
1. Н.П.Меткин, М.С.Лапин, С.А.Клейменов, В.М.Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309с.
2. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД "Профессионал", 2004. – 304 с.