Контрольная работа: Устройство автомобиля КамАЗ
6 - шатун; 7 - коленчатый вал; 8 - маховик; 9 - кривошип; 10 - распределительный вал;
11 - кулачок распределительного вала; 12 - рычаг; 13 - клапан; 14 - свеча зажигания
В кривошипном механизме быстроходных двигателей поршневые пальцы должны иметь, возможно, меньшую массу, а по конструктивным соображениям их выполняют с ограниченным поперечным сечением и малыми опорными поверхностями. Это порождает большие напряжения и значительные удельные давления на опорных поверхностях рассматриваемого шарнирного соединения, поэтому поршневой палец должен обладать высокой износостойкостью и одновременно хорошо противостоять действию ударных нагрузок при общей ограниченной массе.
Чтобы удовлетворить этим жестким требованиям, поршневые пальцы изготовляют в виде полого цилиндра с небольшой толщиной стенок одинакового или переменного (при необходимости) сечения по оси (рис. 2) и подвергают их соответствующей термической обработке.
Поршневой палец должен быть прочным, легким и износостойким, так как во время работы подвергается трению и большим механическим нагрузкам, переменным по величине и направлению. Пальцы изготовляют из высококачественной стали в виде пустотелых трубок. Для повышения надежности наружную поверхность пальца цементируют или закаливают, а затем шлифуют и полируют. Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют хромистые - 20Х, 40Х, 12ХНЗА и другие легированные стали.
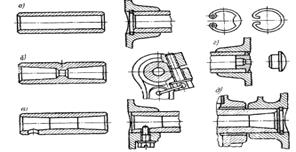
Рисунок 2 - Поршневые пальцы
Пальцы, изготовленные из малоуглеродистых сталей, содержащих до 0,2% углерода, цементируют, т. е. науглероживают поверхностный их слой, и подвергают закаливанию. Пальцы из среднеуглеродистых сталей закаливают, нагревая их поверхностный слой токами высокой частоты. Толщина закаленного слоя составляет 1…1,5 мм, а твердость HRC 55…62.
После такой термической обработки материал пальца с внутренней стороны стенок сохраняет свои вязкие свойства и хорошо сопротивляется ударным нагрузкам, а наружный закаленный слой их приобретает повышенную износостойкость. Пальцы тщательно шлифуют и полируют, с тем, чтобы на рабочей поверхности не оставалось каких-либо рисок или следов обработки, вызывающих концентрацию опасных для прочности местных напряжений.
Чтобы в процессе работы поршневые пальцы не выходили из отверстий бобышек и не могли повредить зеркало цилиндра, их фиксируют в строго заданном положении относительно шатуна или поршня.
В бобышках поршня палец укреплен стопорными кольцами, удерживающими его от осевого смещения. Такой палец называют плавающим, так как он при работе двигателя может повертываться в верхней головке шатуна и бобышках поршня. Плавающие поршневые пальцы равномернее изнашиваются и поэтому долговечнее.
У работающего двигателя поршень из алюминиевого сплава расширяется больше, чем стальной палец, поэтому возможен его стук в бобышках поршня. Для устранения этого явления поршень перед сборкой с шатуном нагревают до 70-80° С, а затем в поршень и шатун вставляют палец. Когда поршень остынет, палец в бобышках окажется закрепленным неподвижно, а верхняя головка шатуна будет иметь угловое смещение относительно неподвижного пальца.
При работе двигателя поршень нагревается и палец получает возможность повертываться вокруг своей оси. Применяют пальцы, запрессованные в верхние головки шатунов (двигатели автомобилей «Жигули»), Такие пальцы могут повертываться только в бобышках поршня.
1.2 Как фиксируются пальцы от осевых смещений?
По способу фиксации их подразделяют на плавающие и закрепленные . Последние неподвижно фиксируют в головке шатуна или в бобышках поршня, поэтому угловое перемещение они сохраняют только в бобышках (рис. 2, б) или в головке шатуна (рис. 2, в).
В современных конструкциях неподвижность пальца относительно головки шатуна достигают путем запрессовки пальца в головку с заданным натягом (например, в двигателях ВАЗ натяг составляет 0,01…0,042 мм при диаметре пальца 22 мм).
При неподвижной фиксации поршневых пальцев в шатуне или бобышках поршня отдельные участки их нагружаются неравномерно, а, следовательно, и неравномерно изнашиваются. Чтобы устранить этот недостаток, применяют так называемые плавающие пальцы, которые фиксируют только от осевого смещения, как показано на рис. 2, а, г.
В процессе работы они могут свободно поворачиваться, как в головке шатуна, так и в бобышках поршня, что способствует более равномерному их износу. В холодном состоянии палец должен плотно без качки входить в отверстие втулки верхней головки шатуна, а по отверстиям в бобышках поршня из алюминиевых сплавов его подбирают с тугой посадкой. Необходимость этого обусловливается разницей в коэффициентах линейного расширения у алюминиевых поршней и стальных пальцев.
Опыт показывает, что в прогретом двигателе зазоры между поршневым пальцем и отверстиями в бобышках и головке шатуна выравниваются. Для облегчения сборки алюминиевые поршни рекомендуется подогревать до 60…80 °С путем погружения в горячую жидкость.
Осевую фиксацию плавающих пальцев осуществляют с помощью стопорных пружинных колец круглого или прямоугольного сечения (рис. 2, а) и реже для этой цели используют грибки из мягкого металла (рис. 2, г).
Стопорные кольца устанавливают в канавках, проточенных для них в отверстиях бобышек, несущих поршневой палец. Из канавок их вынимают с помощью отогнутых внутрь концов или имеющихся у них отверстий (рис. 2, а). Грибки, или заглушки, из мягкого металла (обычно из алюминия) запрессовывают с двух сторон в отверстия поршневого пальца.
При осевом перемещении грибки поршневого пальца соприкасаются с зеркалом цилиндра, но не разрушают стенок. Поршневые пальцы двухтактных двигателей с торцов закрываются иногда заглушками, предотвращающими возможное перетекание газов между впускными и выпускными окнами. От осевого перемещения пальцы в этих двигателях фиксируют стопорными кольцами (рис. 2, д).
Таким образом, поршневые пальцы изготовлены из хромоникелевой стали в виде пустотелых цилиндрических стержней и упрочнены цементацией и закалкой. Осевое перемещение пальца в поршне ограничено стопорными кольцами.
2. Насос системы охлаждения КамАЗ-740.10
2.1 Устройство и принцип действия
В систему охлаждения КамАЗ-740 (рис.3) входят водяные рубашки блока и головок 26 цилиндров, водяной насос 27, радиатор 4, вентилятор 30 с гидромуфтой 5, жалюзи 3, два термостата 10, расширительный бачок 18, соединительные трубопроводы, шланги, клиноременная передача привода насоса, сливные краны или пробки, датчик температуры охлаждающей жидкости и другие детали.
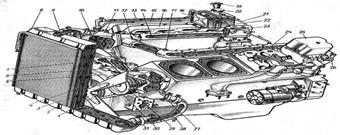
Рисунок 3 - Система охлаждения двигателя автомобиля КамАЗ
Водяной насос (рис.4) центробежного типа служит для создания принудительной циркуляции охлаждающей жидкости в системе охлаждения. Водяной насос дизеля КамАЗ-740 закреплен на передней части блока цилиндров с левой стороны и приводится в действие клиноременной передачей от шкива коленчатого вала.
Принцип действия водяного насоса состоит в следующем. При вращении крыльчатки жидкость, поступающая из подводящего патрубка к центру крыльчатки, отбрасывается центробежной силой к стенкам корпуса, откуда вытесняется в рубашку охлаждения через отводящий патрубок.