Контрольная работа: Устройство горизонтально-ковочных машин, кранов и вертикально-сверлильного станка
В процессе штамповки на ГКМ штамповщик перемещает заготовку в вертикальной плоскости из ручья в ручей. При этом деформирование заготовки за каждый рабочий ход осуществляется только в одном ручье. Если применить соответствующий манипулятор, то можно производить штамповку за каждый рабочий ход во всех или нескольких ручьях одновременно (высадка фланца полуоси на ВАЗе).
Нагрев перед штамповкой на ГКМ производится или в специализированных пламенных щелевых печах или в индукторах, причем нагревается только высаживаемая часть заготовки.
2. Устройства стреловых кранов
В соответствии с Правилами Госгортехнадзора к категории стреловых кранов относятся автомобильные, пневмоколесные, гусеничные, железнодорожные краны, краны-экскаваторы, а также тракторные и прицепные краны. Последние не имеют механизма передвижения и перемещаются с помощью трактора.
В соответствии с ГОСТ 15135—69 автомобильные, пневмоколесные и гусеничные краны в научно-технической и справочной литературе должны именоваться стреловыми самоходными кранами. Указанные краны состоят из следующих основных частей: ходового устройства, неповоротной рамы, опирающейся на ходовое устройство, опорно-поворотного устройства и поворотной платформы, на которой крепится стрела и устанавливаются механизмы и кабина крана.
Автомобильные краны устанавливаются на стандартных или усиленных шасси автомобиля. Если стреловой самоходный кран на колесном ходовом устройстве управляется только с поворотной части, он именуется пневмоколесным.
Тележки гусеничных кранов выполняются так же, как тележки экскаваторов.
Одноковшевые экскаваторы, снабженные сменным крановым оборудованием (специальной стрелой с крюком или грейфером), именуются кранами-экскаваторами. Кран-экскаватор, или экскаватор-кран, является единой машиной, которая может быть использована и как экскаватор, и как кран.
В качестве ходовых тележек железнодорожных кранов применяются двух-, четырехосные и специальные шестиосные платформы. В соответствии с ГОСТ 22388—77 железнодорожные краны должны изготовляться шести типов грузоподъемностью 10, 15, 25, 50, 100 и 150 тс.
На поворотной платформе стреловых самоходных кранов устанавливаются механизмы подъема груза и стрелы, кабина управления и портал — П-образная стойка, предназначенная для крепления стрaелового полиспаста. Поворотная платформа в своей передней части имеет две проушины или стойки для крепления основания стрелы.
Опорно-поворотное устройство предназначено для вращения поворотной части крана относительно неподвижной, а также для передачи всех основных и дополнительных нагрузок, действующих на поворотную часть крана в процессе работы, на неподвижную. Опорно-поворотное устройство устанавливается на раме крана. Поворотная платформа опирается на это устройство, которое центрирует ее при вращении и предохраняет от опрокидывания. Опорно-поворотное устройство (каткового и колесного типов) состоит из центральной колонны (цапфы), зубчатого (цевочного) венца, опорного круга, удерживающих и опорных катков и предназначается для передачи давления от поворотной платформы на раму ходовой части. Шариковые и роликовые опорно-поворотные устройства хорошо центрируют поворотную часть относительно неповоротной, ввиду чего при их применении надобность в центральной цапфе отпадает.
Грузоподъемность стрелового крана зависит от примененного на нем сменного стрелового оборудования. Величина грузоподъемности стреловых кранов зависит также от установленного при работе вылета. Меньшему вылету соответствует большая грузоподъемность, при увеличении вылета грузоподъемность уменьшается.
На все стреловые краны, грузоподъемность которых меняется в зависимости от установленного при работе вылета, в их паспорте должна быть приведена грузовая характеристика (характеристики). Грузовая характеристика дается в виде таблицы или графика. Кран может иметь одну, две и более грузовых характеристик в зависимости от наличия выносных опор, вставок для стрел, гуськов и т. п.
Большинство выпускаемых заводами стреловых самоходных кранов снабжено одной или двумя вставками для стрел, благодаря которым установленную на кране стрелу можно удлинять. При удлиненной стреле груз можно поднять выше, но при этом снижается грузоподъемность крана.
Для обеспечения удобного передвижения кранов с длинными стрелами последние в ряде конструкций кранов выполняются из двух телескопических раздвижных частей (секций), что обеспечивает сокращение общей длины примерно на 40%. Выдвижение секций осуществляется в положении, когда стрела лежит на транспортной стойке. Секция выдвигается либо вручную (краны К-1014, К-1015), либо с помощью отдельной лебедки (краны К-51 со стрелами СКВ Мосстроя), либо стреловой лебедкой (краны МКА-10М).
По исполнению подвески стрелового оборудования различают краны с гибкими (стрела удерживается с помощью стальных канатов) и жесткими (стрела удерживается с помощью гидроцилиндров) подвесками
3. Назначение и устройство вертикально-сверлильного станка
Станки сверлильной группы имеют несколько моделей: одношпиндельный вертикально-сверлильные станки имеют модели 2135, 2А135, 2Н135, 2А150 и т. д., а модернизированные станки этой серии – модели 2Н135А, 2Н150 и т. д.; радиально-сверлильные станки имеют модели 255, 2А53, 2А55, 2В56 и т. д., а новые 2Н55, 2Н57, 2Н58 и т.д.; координатно-расточные модели 2450, 2В460, алмазно-расточные модели 2712А и т. д.
На рис. 3 показан одношпиндельный вертикально-сверлильный станок модели 2Н135А. На фундаментной плите 1 крепится станина 9 . В верхней части станины расположен электродвигатель 6 мощность 4,5 кВт, который сообщает сверлу 3 , укрепленному в нижней части шпинделя 4 , главное движение резания Dr (вращательное) через коробку скоростей, расположенную в консольной части станка, называемой шпиндельной головкой 5 . Движение подачи Ds (поступательное вдоль оси) сверло получает от коробки передач, укрепленной в подвижном кронштейне 7 .
Вертикальное перемещение шпинделя и сверла может осуществляться механически по задуманному режиму от коробки подач или вручную при помощи штурвала 8 . Обрабатываемую заготовку в зависимости от ее формы и размеров укрепляют на столе 2 в машинных тисках, кондукторах или иных приспособлениях. При помощи рукоятки 10 стол может перемещаться в вертикальном направлении. В станке предусмотрена возможность сверления отверстий на заданную глубину с автоматическим отключением подачи.
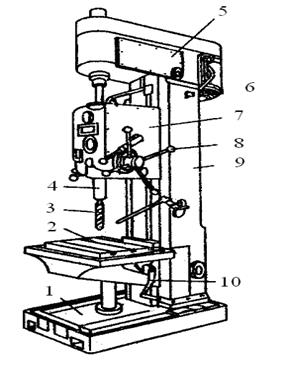
Рис. 3. Одношпиндельный вертикально-сверлильный станок модели 2Н135
На вертикально-сверлильном станке модели 2Н135А можно сверлить отверстия диаметром до 50 мм и глубиной до 300 мм. Эти станки имеют широкий диапазон частот вращения шпинделя и подач, поэтому применяются не только для сверления, но также для растачивания (зенкерования) и нарезания внутренней резьбы. Выбор наивыгоднейшей скорости главного движения резания при сверлении и других видах обработки отверстий осуществляют подбором соответствующей частоты вращения шпинделя.
Список использованной литературы
1. Технология конструкционных материалов. /Под ред. Дальского А.М. – М.: Машиностроение, 1985. – 448 с.
2. Технология металлов. /Кнорозов Б.В., Усова Л.Ф., Третьяков А.В. – М.: Металлургия, 1974. – 648 с.
3. Технология конструкционных материалов. /Дальский А.М., Арутюнова И.А., Барсукова Т.М. и др. – М.: Машиностроение, 1977. – 664 с.
4. Ансеров Ю.М., Салтыков В.А., Семин В.Г. Машины и оборудование машиностроительных предпроиятий. – Л.: Политехника, 1991. – 365 с.