Курсовая работа: Анализ технологии производства ферросплавов
Снизу свод футерован огнеупорным бетоном, имеются три отверстия для электродов и при необходимости отверстия для загрузочных воронок. В своде имеются два отверстия для отвода печных газов к газоочистке. Имеется также несколько отверстий, оборудованных взрывными клапанами, которые необходимы, поскольку газ в печи, содержащий много СО, при попадании воздуха может взрываться.
Применяются также своды, выполненные в виде стального водоохлажлаемого каркаса с футеровкой из огнеупорного кирпича или блоков из огнеупорного бетона. В закрытых печах предусматривают уплотнение между сводом и ванной в виде песочного затвора.
Механизм вращения ванны предусмотрен на многих ферросплавных печах. Вращение ванны позволяет предотвратить зависание шихты и образование настылей. В таких печах ванна крепится на железобетонной плите, опирающейся на ходовые колеса, которые катятся по кольцевому рельсу, заложенному в фундаменте, Вращение осуществляют от электродвигателя с двумя редукторами, выходные шестерни которых входят в зацепление с зубчатым венцом 16, прикрепленным к плите 2. Вращение ванны происходит со скоростью один оборот за 35-130 ч. Вращение печи реверсивное r секторе 130°. При повороте печи свод остается неподвижным.
В восстановительных ферросплавных печах применяют самоспекающиеся непрерывные электроды, причем формирование электрода (обжиг и спекание электродной массы) происходит в процессе работы ферросплавной печи. Эти электроды в три раза дешевле графитированных электродов, применяемых в дуговых сталеплавильных печах.
Самоспекающийся электрод представляет собой заполненный электродной массой кожух из стального листа толщиной 1-3 мм с продольными ребрами внутри. Кожух изготавливают отдельными секциями длиной 1,4-1,8 м, которые впоследствии сваривают друг с другом. В основном применяют круглые электроды диаметром 900-2000 мм, а на прямоугольных печах - плоские электроды размером до 3200x800 мм. Кожух, служащий пресс-формой для электродной массы предохраняет электрод от окисления воздухом, облегчает прохождение тока от электрододержателя к обожженной части электрода.
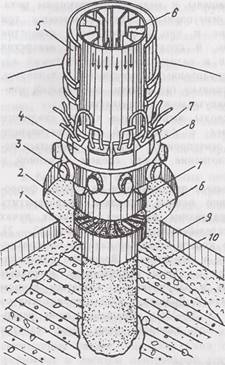
Рисунок 3 - Самоспекающийся электрод и электродедержатель:
1 - кожух электрода; 2 - электродная масса; 3 - нажимное устройство; 4 - контактная шека; 5 - несущий цилиндр; б - ребра; 7 - трубка подвода тока и воды; S - нажимное кольцо; 9 - свод печи; 10 - шихта
Электродную массу изготавливают из термоантрацита, кокса, каменноугольной смолы и пека. Электродную массу забрасывают в кожух сверху в холодном состоянии. Под действием тепла печи масса размягчается и плотно заполняет кожух. В процессе работы печи по мере сгорания и опускания электрода необожженная его часть постепенно приближается ко все более нагретым зонам печи; масса постепенно теряет летучие. Под контактные щеки (рис.234, 4) масса поступает еще пластичной, при дальнейшем нагреве на участке щек электродная масса спекается (коксуется); сопротивление электрода снижается. Из-под контактных щек электрод выходит с нормальными свойствами угольного электрода. По мере сгорания электрод опускается, а сверху с дозировочной площадки к железному кожуху приваривают, не выключая тока, новую секцию, которую наполняют электродной массой.
Допустимая плотность тока в самоспекающихся электродах составляет 5-8,5 А/мм2 (меньшее значение относится к малым электродам).
Электрододержатель предназначен для подвода тока к электроду, удержания электрода и его перемещения по вертикали. Электрододержатель состоит из несущего цилиндра 5, контактных щек 4 и нажимного кольца 8. Контактные щеки (их число четыре-десять) служат для подвода рабочего тока к электроду, их делают из высокотеплопроводной меди или ее сплавов и для обеспечения водяного охлаждения - полыми или с залитыми внутри трубками; с помощью медной трубки к щеке подводят ток и воду.
Несущий цилиндр выполнен из стального листа толщиной 10-16 мм и охватывает электрод по высоте до механизма перемещения электрода, причем верх цилиндра закреплен в этом механизме. Диаметр цилиндра превышает диаметр электрода на 150-200мм, и в зазор между ними сверху подают вентилятором воздух. К низу несущего цилиндра подвешены нажимное кольцо и контактные щеки (кольцо с помошью четырех водоохлаждаемых труб, а каждая щека на стальной тяге). Прижатие контактных щек к электроду осуществляют с помощью нажимных устройств 3 кольца 8, в которых размещены пружины или гидравлические зажимы.
Механизм перемещения, т.е. подъема и опускания электродов (на современных печах гидравлический и управляемый автоматизированной системой) обеспечивает по ходу плавки движение электрода вниз с тем, чтобы поддерживать длину дуги и электрический режим в заданных пределах и при необходимости перемещает электроды вверх. Механизм закреплен на междуэтажном перекрытии цеха, он движет несущий цилиндр и через него электрод.
По мере сгорания нижнего конца электрода возникает необходимость перепускания электрода, что осуществляют с помощью механизма перепускания, в котором зажат верх электрода. Механизм обеспечивает периодическое опускание электрода относительно несущего цилиндра или подъем цилиндра относительно электрода на 50-200 мм, что увеличивает длину рабочего конца электрода (располагаемого ниже контактных щек).
Электрическое оборудование ферросплавных печей схоже с аналогичным оборудованием дуговых сталеплавильных печей. Трехэлектродные ферросплавные печи оборудованы трехфазным понижающим печным трансформатором и иногда тремя однофазными трансформаторами, от которых ток при помогли короткой сети подается на каждый электрод; шестиэлектродные печи имеют три однофазных трансформатора, к которым электроды подсоединены попарно. Мощность трансформаторов разных печей находится в пределах 10-115 MB • А, вторичное напряжение - в пределах 130-250 В; сила тока на мощных печах достигает 100-110 кА.
Короткая сеть состоит из трех участков: шинный пакет идущий от трансформатора до гибкого участка, гибкий участок, токоподвод к контактным щекам. Шинный пакет выполняют из медных водоохлаждаемых труб или медных пластин, гибкую часть из гибких медных кабелей, токоподвод к щекам - в виде водоохлаждаемых медных труб.
Необходимо, чтобы длина короткой сети была минимальной; прокладку токоведущих шин или труб следует выполнять бифилярно, т.е. чтобы шины, обтекаемые токами различных направлений, были расположены возможно ближе друг к другу.
Вторичное напряжение, подаваемое на электроды в зависимости от конструкции переключающего устройства переключают как при отключенной печи, так и под нагрузкой. Оптимальный электрический режим на каждой ступени напряжения поддерживают с помощью автоматических регуляторов.
Рафинировочные ферросплавные печи имеют мощность 3,5 - 7 MB-А и служат для выплавки ферросплавов с низким содержанием углерода; они работают с выпуском сплава и шлака после окончания плавки. Они имеют круглую открытую ванну, а в остальном по своему устройству они ближе к дуговым сталеплавильным печам, на базе которых их конструируют.
Печи делают наклоняющимися, в связи с чем ванну крепят на люльке с механизмом ее наклона; ванна оборудована механизмом вращения, обеспечивающим ее круговое или возвратно-поступательное вращение в процессе плавки. Механизмы перемещения электродов и электрододержатели такие же, как в дуговых сталеплавильных печах; эти механизмы опираются не на люльку, а на пол цеха и при наклоне ванны электроды не наклоняются. Электроды применяют как самоспекающиеся, так и графитированные. Загрузка шихты такая же, как в восстановительных ферросплавных печах.
Шихту в ферросплавные печи загружают сверху из специальных печных карманов (бункеров) 1, расположенных на некоторой высоте над печью и оборудованных затворами. После открывания затвора материал по труботечке 2 ссыпается в печь.
В закрытые печи материалы подают двумя способами. Один из них предусматривает поступление материала из течки в воронку 3, расположенную концентрически вокруг электрода и далее в печь через кольцевой зазор между отверстием в своде и электродом. Во втором случае материал из труботечки попадает в печь через отверстие в своде.
В первом случае шихта располагается в печи конусом вокруг электродов, во втором - в стороне от электродов под загрузочными течками.
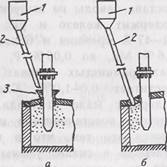
Рисунок 4 - Способы загрузки шихты в ферросплавные печи с помощью воронки (а) и через отверстие в своде (б)
В открытые печи шихта из печных карманов также подается по труботечкам (лоткам), но их можно направить в определенное место ванны. Применяют также бросковые машины, передвигающиеся по рельсам вокруг печи; рабочий орган машины - лоток (лопата), вмещающий ~25кг шихты, совершает бросковые движения.
Доставку материалов в печные карманы из шихтового отделения ферросплавного цеха осуществляют несколькими способами. В шихтовых отделениях сырые материалы проходят специальную переработку и подготовку: их дробят, сортируют на фракции нужной крупности, некоторые материалы промывают и сушат.д.алее во многих цехах материалы наклонным ленточным конвейером или скиповым подъемником доставляют в плавильный корпус цеха в бункеры, расположенные вблизи печей, а из них порциями с помощью дозировочной саморазгружающейся рельсовой тележки загружают в печные карманы. В ряде цехов материалы из дозировочных бункеров шихтового отделения доставляют системой конвейеров непосредственно в печные карманы.
2. Производство ферросплавов
2.1. Производство ферросилиция
Ферросилиций применяют для раскисления и легирования стали и в качестве восстановителя при производстве некоторых ферросплавов. В электрических печах выплавляют ферросилиций различных марок с содержанием кремния от 19-23% (сплав ФС20) до 92-95% (сплав ФС92). При содержании кремния в сплаве в пределах 50-60% и при загрязнении его фосфором и алюминием сплав рассыпается в порошок с выделением ядовитых летучих соединений. Поэтому сплав такого состава заводы не выпускают. Помимо кремния ферросилиций содержит железо и ряд примесей. В сплавах, содержащих 41-47% кремния и более, имеется до 0,1-0,2% С, до 0,2-0,6% Мп, до 0,05% Р, до 0,02% S и до 1,5-2,5% Al. В малокремнистых сплавах(19 - 27% Si) содержание углерода достигает 0,6-1,0%. Следует отметить, что ферросилиций содержит мало углерода, несмотря на применение углеродистого восстановителя и угольной футеровки печи. Объясняется это тем, что в присутствии кремния растворимость углерода в сплаве уменьшается. Чем больше в сплаве кремния, тем меньше сплав содержит углерода.
Наиболее распространены сплавы ФС45 и ФС75, содержащие кремния соответственно около 45 и 75%.