Курсовая работа: Электродуговая сварка: технология процесса и безопасность труда
Стык, тавр
Источники питания током
Выпускаемые источники питания электрической сварочной дуги разделяют по следующим признакам:
1) по роду тока – на источники постоянного тока (преобразователи, агрегаты и выпрямители) и переменного тока (сварочные трансформаторы);
2) по количеству одновременно подключаемых сварочных постов – на однопостовые и многопостовые;
3) по назначению — на источники для ручной сварки покрытыми электродами; для автоматической и полуавтоматической сварки под флюсом; для сварки в защитных газах; для электрошлаковой сварки; для плазменной резки и источники тока специального назначения (сварка трехфазной дугой, многодуговая сварка и пр.);
4) по принципу действия и конструктивному выполнению — на сварочные трансформаторы: с нормальным магнитным рассеянием и отдельным дросселем (реактивной катушкой) на отдельном или общем сердечнике; с искусственно увеличенный магнитным рассеянием – с подвижным магнитным шунтом и подвижными обмотками; преобразователи: с независимой намагничивающей и последовательной размагничивающей обмотками; с намагничивающей параллельной и размагничивающей последовательной обмотками; с расщепленными полюсами; с жёсткой характеристикой; универсальные; агрегаты — генераторы с двигателями внутреннего сгорания; сварочные выпрямители: с селеновыми и кремниевыми вентилями; многопостовые; однопостовые; с падающими характеристиками; с жесткими характеристиками; универсальные;
5) по характеру привода – на источники с электрическим и независимым приводом (от двигателя внутреннего сгорания);
6) по способу установки и монтажа – на стационарный и передвижные.
При использовании электроприборов и различных источников питания всегда есть вероятность поражения электрическим током. Опасность поражения возникает при соприкосновении с токоведущими частями электрических установок и при соприкосновении с металлическими частями, случайно оказавшимися под напряжением. В этом случае через тело человека проходит ток, сила которого зависит от величины напряжения и электрического сопротивления организма, которое меняется в зависимости от того, в каком состоянии человек находится (утомленность, расслабленность и др.). Величина напряжения, под которым может оказаться человек, зависит от величины напряжения холостого хода источника питания сварочной дуги.
Напряжение источников питания нормальной сварочной дуги обычно достигает 90 В, а сжатой дуги -200 В.
Таким образом, в нормальных условиях электрическая безопасность сварщика обеспечивается, но при изменении условий (повышенная влажность, ослабленный организм и т.д.) эти условия могут резко измениться и сила тока станет опасной. Поэтому следует предусмотреть дополнительные меры, способствующие снижению силы тока, проходящей через тело сварщика.
Основные виды поражений: ожоги электрической дугой, разрыв тканей, электрический удар, сопровождающийся появлением у человека судорог, сильной слабостью, прекращением деятельности органов дыхания и кровообращения.
Материалы
Сварка чугунных деталей . Восстановление чугунных деталей сваркой — трудный процесс, обусловливаемый химическим составом чугуна, его структурой и особыми механическими свойствами. По химическому составу чугун — сплав железа с углеродом (2...3,6%), содержащий некоторое количество кремния, марганца, фосфора, серы и других примесей.
Разработано и применяется много способов сварки чугуна, но рекомендовать какой-либо из них для восстановления конкретной детали весьма затруднительно, так как даже у одной корпусной детали со стенками разной толщины может быть различная структура чугуна и потребуются различные способы их сварки. Приближенно все способы сварки чугунных деталей делят на два вида: горячую (деталь перед сваркой подогревают, а после — медленно охлаждают) и холодную (выполняют без предварительного подогрева детали различными способами и с применением специальных электродов).
Сварка цветных металлов и сплавов , особенно алюминиевых, достаточно широко применяется при ремонте, так как в современных тракторах и автомобилях многие детали изготовлены из цветных металлов.
Медь, бронза и латунь обычной дугой и плавящимся электродом свариваются плохо. Это объясняется тем, что в расплавленном состоянии медь и сплавы на ее основе обладают большой жидкотекучестью, хорошо растворяют газы, особенно кислород, легко окисляются. У них большой коэффициент линейного расширения и они подвержены значительным структурным изменениям в зоне сварки.
Медь и ее сплавы удовлетворительно свариваются электродами марок «Комсомолец-100», МН-5 и ОЗБ-1, а также угольным электродом на постоянном токе прямой полярности и достаточно хорошо свариваются аргонно-дуговой сваркой вольфрамовым электродом. Присадочным материалом служат круглые или прямоугольные прутки примерно такого же химического состава, что и свариваемый металл. При сварке угольным электродом в качестве флюса используют прокаленную до 500...550°С буру. Наплавленный шов проковывают при температуре не выше 500°С, чтобы улучшить его механические свойства.
При сварке латуни и других медно-цинковых сплавов применяют прутки с повышенным содержанием цинка. При сварке выделяются ядовитые пары цинка, поэтому необходимы хорошая вентиляция рабочего места сварщика и применение респираторов.
Алюминий и его сплавы легко окисляются на воздухе, и поверхности деталей всегда покрыты плотной пленкой оксида алюминия Al2 O3 , температура плавления которого 2050°С (в то время как температура плавления чистого алюминия 660°С). Тугоплавкая и механически прочная пленка оксида алюминия создает основные трудности при его сварке. Кроме того, при нагревании алюминий и сплавы не изменяют цвета, а в расплавленном состоянии характеризуются большой жидкотекучестью, что также затрудняет сварку.
В качестве электродов или присадочного материала при сварке чистого алюминия и его сплавов используют прутки или проволоку, по химическому составу близкие к свариваемому металлу. В покрытия электродов или во флюс вводят хлористые и фтористые соли лития, калия, энергично растворяющиеся и ошлаковывающие оксид алюминия. Сварку ведут постоянным током обратной полярности, при которой в результате катодного распыления улучшаются условия разрушения оксидной пленки. При диаметре электрода 4...6 мм используют ток 120... 150 А. После сварки во избежание разъедания металла шлак со шва удаляют, промывая горячей или подкисленной водой и тщательно протирая стальными щетками. Перед сваркой поверхность детали обезжиривают бензином или ацетоном и подвергают очистке механическим или ручным способом (стальной щеткой).
Для сварки чистого алюминия используют электроды ОЗА-1. Алюминиево-кремнистые сплавы (типа силумин) сваривают электродами ОЗА-2.
Чтобы избежать коробления, образования трещин и улучшить качество сварки, детали из алюминия и его сплавов перед сваркой подогревают до температуры 200...350°С (крупные детали до более высокой температуры). Температуру подогрева определяют термопарами или специальными карандашами. Концы трещин в деталях засверливают, а кромки разделывают под углом 60...90°. Расплавленный металл удерживают от растекания стальными или глиняными подкладками. Для получения мелкозернистой структуры металла шва деталь после сварки медленно охлаждают, а шив слеша проковывают. Внутренние напряжения снимают нагревом до температуры 300...350°С с последующим медленным охлаждением.
Аргонно-дуговая сварка вольфрамовым электродом дает возможность получать хорошие результаты сварки алюминия и его сплавов без применения флюса. Однако оксидную пленку и загрязнения с поверхности детали перед сваркой требуется удалять более тщательно, чем при использовании флюса.
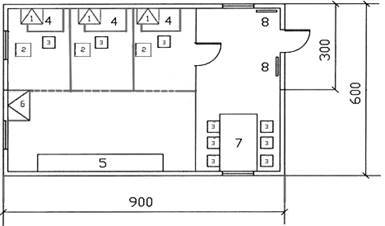
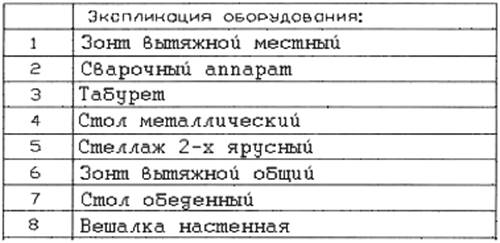
Цех по сварке алюминиевых радиусных колен
Сварочный цех 6х9х2,81 м общей площадью 54 кв. м.