Курсовая работа: Электронный луч в технологии
•Вредное рентгеновское излучение в процессе ЭЛС.
•Необходимость высококвалифицированного персонала.
Параметрами режима ЭЛС являются сила тока, ускоряющее напряжение, скорость сварки, ток фокусировки. Проплавляющая способность электронного луча определяется, в основном, величиной ускоряющего напряжения и, в меньшей мере, величиной тока электронного луча. Ток в фокусирующей магнитной лизе влияет на размеры пятна нагрева и, следовательно, на величину удельной тепловой энергий. Изменяя ток фокусировки, можно изменить ширину ванны и глубину проплавления.
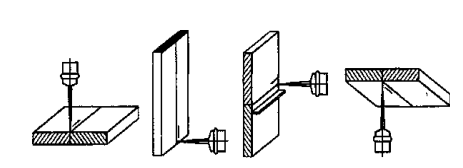
К числу наиболее важных технологических параметров относятся также тип и геометрия стыкового соединения и пространственное положение сварного шва и электронного пучка. Для однопроходной ЭЛС применяются типы соединений, в основном, характерные для сварки плавлением. Отличительными типами соединений являются соединени:
- под сварку проникающим электронным пучком (см. рис.5.1),
- под сварку в углублении и труднодоступных местах (см. рис.5.2),
- под сварку тавров через полку (см. рис.5.3).
- отбортовка кромок (см. рис.5.4) применяется обычно в изделиях радиотехники и приборостроения.
Соединения под сварку проникающим пучком допускаются для тонколистовых металлов в нижнем положении и для металлов малых и средних толщин в горизонталъном положении.

1 2 3 4
Рис.5 Некоторые типы сварных соединений при ЭЛС.
При ЭЛС обычно применяются следующие технологические схемы:
- сварка в нижнем положении (вертикальным электронным пучком) выполняется как без подкладки, так и на подкладке (см. рис.6.1);
- сварка на подъем и на боку (рис.6.2 и 6.3) выполняется горизонтальным электронным пучком без подкладки, а для предотвращения вытекания жидкого металла из сварочной ванны иногда устанавливается ограничительная планка вдоль нижней кромки стыка (рис.6.3);
- сварка в потолочном положении (рис.6.4) выполняется на металлах относительно небольшой толщины (как правило до 20 мм) и применяется редко.
1 2 3 4
Рис.6. Общие технологические схемы