Курсовая работа: Герметизація мікросхем
Метод лиття і пресування полягає у використанні пластмасових матеріалів, які мають високу текучість при порівняно низьких температурах і тисках, а також погану адгезію до стінок форми. У розплавленому вигляді матеріал пластмаси заповнює всі пустоти у литтєвій формі. Процес герметизації проводиться у трансферних машинах термореактивною або термопластичною пластмасою[3].
При герметизації цим методом кристал повинен бути змонтований на рамці, стрічці або гнучкому носії. У такому вигляді він завантажується в прес-форму. Нижню частину прес-форми закривають верхньою і вміщують між двома плитами-нагрівачами двоходового гідравлічного преса. При роботі пресу відбувається замикання верхньої і нижньої частин прес-форми і витискання рухливим плунжером-трансфером прес-матеріалу, який перейшов під дією температури і тиску у в’язко-текучий стан, із завантажувальної камери через литники у робочі гнізда.
Прес-матеріал повністю огортає арматуру мікросхеми. Цей метод герметизації досить простий, високопродуктивний, але дорогий [3]. Тому застосовується лише в багатосерійному виробництві.
Для герметизації невеликих партій виробів застосовують заливання під вакуумом [3]. Змонтовані кристали завантажують в спеціальні литтєві форми, які переміщаються вздовж операційної ділянки зливного автомата. У форми дозовано подається старанно перемішаний герметизуючий компаунд, потім проводять відкачування повітря для усунення пухирців повітря з компаунда. Після заливання при певних температурно-часових режимах проводиться затвердіння компаунда. Цей метод має низьку продуктивність.
При проектуванні електронних апаратів широко застосовують безкорпусні ІМС (БкІМС) призначені, як правило, для монтажу в ГІС або мікрозбірку із загальною герметизацією чи без неї [2]. Захист БкІМС здійснюють за допомогою лаків або інших діелектричних покриттів. За конструктивним виконанням БкІМС можуть бути із гнучкими виводами, зі стрічковими (павуковими) виводами на поліімідній плівці, з жорсткими виводами, на спільній пластині (не розділені) та ін. БкІМС монтують єдиним методом ТПМК. Для автоматизації складальних операцій найчастіше використовують БкІМС зі стрічковими виводами [2]. Кристал БкІМС установлюють на стрічковий носій, що забезпечує з’єднання між ІМС і виробом, в який БкІМС монтується, а також тепловідведення від кристала. БкІМС мають найменші значення перехідних опорів, паразитних індуктивностей та ємностей порівняно з будь-якими із типів корпусних ІМС. Пристрої на БкІМС мають найбільшу щільність монтажу [2]. Герметизацію пристроїв на БкІМС здійснюють на рівні мікрозбірок, ГІС або системи.
Функція захисту від кліматичних впливів, дій агресивних середовищ, атмосферного кисню, пилу, вологи, механічних і електромагнітних дій, вібрації покладається головним чином на корпус мікросхеми [4].
2.3 Корпусна герметизація
Для такої герметизації використовуються уніфіковані стандартні корпуси, перевагою яких є можливість автоматизації процесів складання, що знижує вартість мікросхеми.
Корпус – частина конструкції ІМС, яка призначена для її захисту від зовнішнього впливу і з’єднання із зовнішніми колами за допомогою виводів. Він має відводити теплоту, що виділяє ІМС, давати змогу перевіряти електричні параметри і застосовувати високопродуктивні, у тому числі автоматизовані процеси складання й монтажу ІМС в апаратуру. Його конструкція повинна забезпечувати надійну герметизацію і механічний захист напівпровідникових або гібридно-плівкових мікросхем. Корпус має також забезпечувати роботоздатність ІМС за підвищених (до 398 К (125 ºС)і вище) та знижених (до 214 К (-59 ºС)) температур [2]. Такі широкі функції корпусу жорстко регламентують перелік використовуваних матеріалів, а також основні конструктивно-технологічні рішення. Типи найпоширеніших корпусів наведено на рис 2.2.
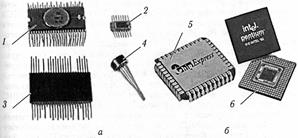
Рис 2.2 Корпуси та кристалоносії інтегрованих мікросхем [2]:
а – корпуси;
б – кристалоносії;
1 – металокерамічний;
2, 4 – металоскляний;
3 – пластмасовий;
5 – кристалоносій з J-подібними виводами;
6 – кристалоносій з матричними виводами.
Перед зваркою ніжка з кристалом відпалюється в азоті при Т=200-300ºС на протязі 30 хвилин [6]. Металеві зовнішні виводи проходять через діелектричний матеріал (утворює остів корпусу) або бусинкові ізолятори. Це скло, кераміка або пластмаса. Другий елемент конструкції корпусу – штамповані металеві деталі, котрі забезпечують механічну міцність, екранування і тепловідвід. Для того, щоб уникнути виникнення механічних напруг при зміні температури в широкому інтервалі значень, зовнішні виводи й інші металеві елементи конструкцій виготовляються із ковару ( Ni – 29%, Co – 17%, Fe – 54% ). Зсередини металеві деталі часто покриваються тонким шаром золота [4].
У залежності від використовуваних матеріалів корпуси поділяються на металоскляні, скляні, металокерамічні, керамічні, металополімерні і полімерні.[5] Така класифікація враховує насамперед конструктивний матеріал, що використовується як механічна опора для закріплюваного кристалу (складального елементу), та матеріал, яким ізолюють виводи.[2]
Металоскляні корпуси складаються з металевої кришки і металевої основи, в яку, використовуючи ізолятори, впаяні виводи. В якості ізоляторів використовують скляні буси (при ізоляції кожного виводу окремо) або скло таблетки (при ізоляції групи виводів). Для забезпечення якісного металоскляного спаю підбирають матеріали таким чином, щоб температурні коефіцієнти лінійного розширення скла і металу були однаковими або близькими.
В металокерамічних корпусах дно і кришку формують із металу, а основу – із кераміки, яка в даному випадку виконує функцію підкладки. В керамічних корпусах в якості підкладки використовується не тільки основа, але і кришка. Розділяються вони між собою керамічною рамкою. Герметизація корпусу здійснюється або склоемаллю, або склоприпоєм, або клеєм. Металополімерні корпуси складаються зазвичай із металевої капсули (дна), в яку встановлюється плата. Ізоляція виводів і герметизація корпусу здійснюється заливкою компаундом. В полімерних (пластмасових) корпусах виводи впресовані в основу із полімеру, а кришка виготовляється, як правило із такого ж матеріалу, що і основа, і приклеюється до неї. До пластмасових корпусів відносяться також корпуси, які не мають ні кришки, ні основи. Герметизація мікросхеми і виготовлення корпусу в даному випадку відбувається одночасно.
Крім перечислених різновидів корпусів, на практиці зустрічаються також кераміко-полімерні, кераміко-скляні та ін.
Загерметизований корпус утворює замкнений об’єм, в якому розміщують кристал (складальний елемент) і з’єднувальні з внутрішніми контактними площинками корпусу провідники. Застосовують також балкові або стовпчикові виводи для з’єднання контактних площинок ІМС із контактними площинками корпусу. За способом герметизації корпуси ІМС поділяють на зварювані, паяні та герметизовані склоприпоєм. Широко застосовують герметизацію корпусів паянням припоєм, що складається з 80% Au та 20% Sn, за температури 570 К або склоприпоєм із температурою складання ІМС (673-703) К. Цими способами створюють з’єднання, які задовольняють умови герметичності щодо витікання гелію ![]() [2], забезпечують високий відсоток виходу придатних ІМС та їх продуктивність.
[2], забезпечують високий відсоток виходу придатних ІМС та їх продуктивність.
Не дивлячись на хорошу якість герметизації мікросхеми в робочому металокерамічному або металосклянному корпусах неможливо забезпечити імовірність порушення герметичності (у виді тріщин в склі або поганого спаю діелектрика з металом) нижчу, ніж імовірність відказу самої мікросхеми. Нагадаємо, що інтенсивність відказів мікросхем має порядок ![]() [4]. Пластмасові корпуси типу використовують для масових серій ІМС із малою розсіюваною потужністю. Вони працюють за нормальної та низької вологості в обмеженому діапазоні температур. До того ж слід відмітити, що якість герметизації мікросхем в пластмасовому і металополімерному корпусах взагалі незадовільна, так як полімерні матеріали, наприклад погано протистоять проникненню вологи [6]. Найнадійнішими є керамічні корпуси [2], однак через велику кількість виводів вони мають обмежену провідність, що знижує швидкодію ІМС, до того ж вони досить високовартісні.
[4]. Пластмасові корпуси типу використовують для масових серій ІМС із малою розсіюваною потужністю. Вони працюють за нормальної та низької вологості в обмеженому діапазоні температур. До того ж слід відмітити, що якість герметизації мікросхем в пластмасовому і металополімерному корпусах взагалі незадовільна, так як полімерні матеріали, наприклад погано протистоять проникненню вологи [6]. Найнадійнішими є керамічні корпуси [2], однак через велику кількість виводів вони мають обмежену провідність, що знижує швидкодію ІМС, до того ж вони досить високовартісні.
Конструкція скляного корпусу показана на рис 2.3. Такий корпус забезпечує добру електричну ізоляцію і має невисоку вартість, але погану теплопровідність і низьку механічну міцність [3]. Тому їх виготовляють якомога менших розмірів. Герметизація цих корпусів здійснюється шляхом спаювання через шар легкоплавкого скла чи металізації.
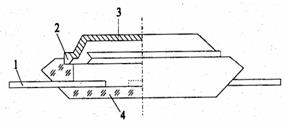 |
Рис 2.3 Конструкція скляного корпусу[3]:
1 – відвід зовнішній;
2 – рамка;