Курсовая работа: Гомогенизатор клапанного типа
Рисунок 3 – Схема процесса гомогенизации
В каждом гомогенизирующем клапане имеется место резкого изменения сечения потока на переходе из клапана седла в клапанную щель, а следовательно, и место резкого изменения скорости. На подходе к щели скорость потока равна V0 , а при входе – V1 , причем первая представляет собой величину порядка нескольких метров в секунду, а вторая – несколько сот метров в секунду.
При переходе жировой капли из зоны малых скоростей в зону высоких, передние части капли включаются в поток в щели с огромной скоростью V1 , вытягиваются и отрываются от нее, а оставшаяся часть, еще принадлежащая к потоку со скоростью V0 , продолжает проходить через пограничное сечение и постепенно отдать свой материал вновь образованным частицам.
При большей разности V1 и V0 капля может расчленяться последовательным отрывом частиц без промежуточного растягивания всей капли в цилиндр или шнур. При малой разности V1 и V0 вся капля может миновать пограничное сечение, не успев расчлениться, но окажется деформированной до неустойчивого состояния, поэтому возвращение ее к первоначальному виду в условиях потока в щели окажется невозможным. Под механическим действием потока и сил поверхностного натяжения произойдет расчленение капли на более мелкие частицы. Такое толкование механизма дробления капель объясняет экспериментально установленную зависимость степени дисперсности эмульсии от скорости в начале клапанной щели. Чем выше скорость V1 , тем интенсивнее вытягивается жидкая нить из капли в пограничной зоне, тем тоньше эта нить и мельче частица после ее распада. Зависимость дисперсности от скорости V1 объясняет связь, установленную практикой между эффектом гомогенизации и давлением, т.к. для любых данных условий скорость определяется давлением гомогенизацией. Это позволяет с достаточным основанием построить для любого гомогенизатора зависимость дисперсности гомогенизированной эмульсии от перепада давления ∆р, которое действительно для других гомогенизаторах такого же типа при условии работе на продукте с теми же свойствами.
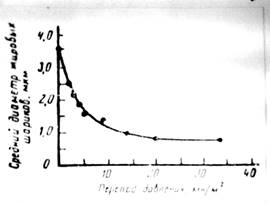
Рисунок 4 - Зависимость между диаметром жировых шариков и давлением гомогенизации
График на рис.3 показывает, как зависит от давления гомогенизации дисперсность натурального молока при температуре гомогенизации 60![]() . Средний диаметр жировых шариков быстро уменьшается при повышении давлении до 12-14 МПа. В интервале 14-20 МПа средний диаметр уменьшается медленнее, при давлении выше 20 МПа дисперсность почти не уменьшается. Это вполне объяснимо с точки зрения гидравлических предпосылок процесса. Технологические результаты процесса гомогенизации находится, следовательно, в соответствии гидравлическим закономерностям.
. Средний диаметр жировых шариков быстро уменьшается при повышении давлении до 12-14 МПа. В интервале 14-20 МПа средний диаметр уменьшается медленнее, при давлении выше 20 МПа дисперсность почти не уменьшается. Это вполне объяснимо с точки зрения гидравлических предпосылок процесса. Технологические результаты процесса гомогенизации находится, следовательно, в соответствии гидравлическим закономерностям.
При двухступенчатой гомогенизации молоко последовательно проходит первую ступень, а затем вторую. При переходе малых скоростей молоко переходит в зону высоких скоростей. Высота клапанной щели составляет около 0,7 мм. Скорость движения жирового шарика в нагнетательной камере гомогенизирующей головке составляет 9 м/с, а в клапанной щели – 150-200 м/с. Эффективность гомогенизации молока определяется рабочим давлением, температурой, скоростью движения продукта при прохождении через гомогенизирующую головку, конструктивными особенностями последней, составом и свойствами компонентами, образующих оболочку жировых шариков, кислотностью, а также последовательностью технологических операций. Температура молока при гомогенизации является важным параметром, влияющим на эффективность процесса. Понижение температуры гомогенизации приводит к повышению вязкости молока и образованию скоплению молочного жира и их отстаиванию. При высокой температуре гомогенизирующей головки могут образоваться белковые отложения, что отрицательно сказывается гомогенизатора. В нормативной документации температура гомогенизации при выработки большинства молочных продуктов определена в диапазоне 60 – 63 ![]() . При повышении кислотности молока снижается эффективность гомогенизации. Это объясняется тем, что уменьшается стабильность белков и образуются белковые агломераты, затрудняющие диспергирования жировых шариков. При выработки молочных продуктов можно использовать полную или раздельную гомогенизацию: при полной – гомогенизируют весь объем перерабатываемого молока; при раздельной – молоко сепарируют, полученные сливки гомогенизируют, смешивают с обезжиренным молоком и направляют на дальнейшую обработку. Раздельную гомогенизацию целесообразно применять при выработки молочных продуктов (питьевого молока, кисломолочных и д. р.), где требуется составление нормализованной молочной смеси.[3]
. При повышении кислотности молока снижается эффективность гомогенизации. Это объясняется тем, что уменьшается стабильность белков и образуются белковые агломераты, затрудняющие диспергирования жировых шариков. При выработки молочных продуктов можно использовать полную или раздельную гомогенизацию: при полной – гомогенизируют весь объем перерабатываемого молока; при раздельной – молоко сепарируют, полученные сливки гомогенизируют, смешивают с обезжиренным молоком и направляют на дальнейшую обработку. Раздельную гомогенизацию целесообразно применять при выработки молочных продуктов (питьевого молока, кисломолочных и д. р.), где требуется составление нормализованной молочной смеси.[3]
1.1 Технологическая линия производства пастеризованного молока
Схема технологической линии приведена на листе графической части №1
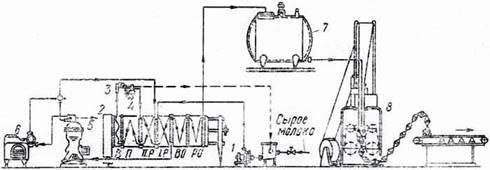
Рисунок 5 - Технологическая линия производства пастеризованного молока
1 - Центробежный насос; 2 - Пластинчатая пастеризационно-охладительная установка; 3 - Терморегулятор; 4 - Автоматический возвратный клапан; 5 - Сепаратор-нормализатор-очиститель; 6 - Гомогенизатор; 7 - Резервуар для пастеризованного молока; 8 - Машина для розлива и упаковки молока; В - Выдерживатель пластинчатой установки; П - Пастеризационная секция; IP - Первая секция регенерации; ИР - Вторая секция регенерации; ВО - Секция водяного охлаждения; РО - Секция рассольного охлаждения.
Молоко, отобранное по качеству и очищенное (на сепараторах-молокоочистителях, фильтрах различной конструкции и другом оборудовании), нормализуют по массовой доле жира при выработке нормализованного пастеризованного молока и топленого молока. Для белкового молока его дополнительно нормализуют по массовой доле сухих обезжиренных веществ.
В зависимости от производственной мощности и технической оснащенности предприятий молоко нормализуют в потоке или технологических емкостях различной вместимости. Молоко нормализуют в потоке в сепараторах-нормализаторах либо путем сепарирования части цельного молока в сепараторах-сливкоотделителях для отбора сливок (если жирность нормализованного молока меньше, чем цельного) или обезжиренного молока (если жирность нормализованного молока больше, чем цельного).
С применением сепараторов-нормализаторов молоко нормализуют следующим образом. Вначале молоко подают в секцию рекуперации пластинчатой пастеризационно-охладительной установки для подогрева, затем в сепаратор-нормализатор. Нормализованное до заданной жирности молоко направляют в секцию пастеризации, а затем в секцию охлаждения пастеризационно-охладительной установки. При отсутствии сепараторов-нормализаторов применяют сепараторы-сливкоотделители. В этом случае одну часть молока, подогретого в секции рекуперации пастеризационно-охладительной установки, направляют в сепаратор-сливкоотделитель, а другую - в сепаратор-молокоочиститель. Обезжиренный продукт на выходе из сепаратора-сливкоотделителя смешивается в потоке с цельным молоком, поступающим в трубопровод из молокоочистителя. Нормализованная смесь далее поступает в секции пастеризации и охлаждения пластинчатой пастеризационно-охладительной установки. Молоко следует нормализовать перед пастеризацией. Однако известны технологические схемы его нормализации в закрытом потоке, когда пастеризованное горячее цельное молоко повышенной жирности смешивают с пастеризованным горячим обезжиренным. Сырое цельное молоко после перемешивания из промежуточной емкости насосом перекачивается для подогрева в секцию рекуперации пастеризационно-охладительной установки, затем поступает в сепаратор-молокоочиститель и возвращается в секцию пастеризации. Часть горячего пастеризованного молока после выдерживателя подается по молокопроводу к сепаратору-сливкоотделителю. Для сепарирования подводят из общего потока рассчитанное количество молока (в зависимости от массовой доли жира в нем) через регулирующий кран.
Полученное горячее обезжиренное молоко отводят от сепаратора-сливкоотделителя по молокопроводу, где оно смешивается с цельным горячим пастеризованным молоком. Нормализованное молоко поступает в секции рекуперации, а затем охлаждения. Охлажденное нормализованное молоко собирают в технологических емкостях для проверки массовой доли жира. Нормализованное по жиру молоко подогревают, очищают и гомогенизируют. Гомогенизацию нормализованного молока можно проводить раздельно. Для этого нормализованное молоко сепарируют, а полученные сливки гомогенизируют на двухступенчатом гомогенизаторе. Гомогенизированные сливки смешиваются в потоке с обезжиренным молоком, выходящим из сепаратора-сливкоотделителя, и направляются в секцию пастеризации пастеризационно-охладительной установки. Сливки можно гомогенизировать также перед их смешиванием с обезжиренным молоком при составлении нормализованного молока. После гомогенизации нормализованное молоко пастеризуют. Режим пастеризации молока на предприятии выбирают в зависимости от имеющегося оборудования с учетом бактериальной обсемененности сырья и эффективности пастеризации. Пастеризованное молоко охлаждают и направляют на розлив и упаковывание (укупоривание) или для временного хранения в промежуточную емкость. Упакованное пастеризованное охлажденное молоко готово к реализации.
Сепаратор-молокоочиститель А1-ОЦМ-10
Предназначены для очистки молока от загрязнений, посторонних примесей и слизи c частичной пульсирующей центробежной выгрузкой осадка полузакрытого исполнения.
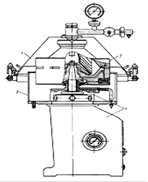
Рисунок 6 - Сепаратор-молокоочиститель А1-ОЦМ-10
Техническая характеристика сепаратора
Производительность, л/час 10000
Частота вращения барабана, об/мин 6500
Максимальный диаметр барабана 405
Число тарелок в барабане, шт 53
Межтарелочный зазор, мм 0,7
Угол наклона образующей тарелки, град 50
Температура сепарирования, 0 С 35-40