Курсовая работа: Исследование особенностей технической эксплуатации ходовой части автомобилей "Toyota"
Изменение углов развала и продольного наклона шкворня грузового автомобиля может быть вызвано деформацией балки. Если балку невозможно выправить, ее заменяют на новую.
У легковых автомобилей отечественного производства с 2-рычижной передней подвеской угол развала изменяют поперечным смещением оси верхнего или нижнего рычага подвески. Для этого под каждый болт крепления оси добавляют (или изымают) одинаковое количество регулировочных прокладок (скоб). Изменение продольного наклона шкворня производят незначительным поворотом оси рычага в горизонтальной плоскости. Для этого регулировочные прокладки переставляют от одного болта к другому. Количество заменяемых прокладок зависит от того, насколько надо изменить регулируемые углы.
Регулировки развала и продольного наклона оси поворота предусмотрены как две самостоятельные операции. Но оба рассматриваемых параметра имеют одни и те же точки воздействия. Поэтому регулировку этих углов можно совместить в одну операцию. Для этой цели создана номограмма (рис. 1.2). Первоначально измеряют угол развала а и определяют его отклонение от нормы. Эту величину откладывают на соответствующей оси номограммы. Также поступают с умом продольного наклона оси поворотов ![]() . Затем находят точку пересечении а исмещают ее до ближайшего пересечения сетки номограммы (точка б). Координаты этой точки относительно осей “скобы переднего болта” и “скобы заднего болта” позволяют определить количество скоб, которое необходимо добавить (знак +) или изъять (знак —) под соответствующий болт.
. Затем находят точку пересечении а исмещают ее до ближайшего пересечения сетки номограммы (точка б). Координаты этой точки относительно осей “скобы переднего болта” и “скобы заднего болта” позволяют определить количество скоб, которое необходимо добавить (знак +) или изъять (знак —) под соответствующий болт.
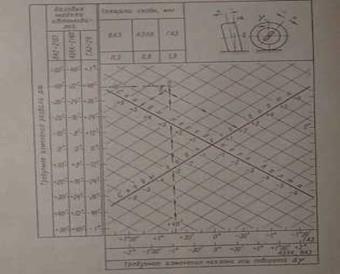
Рис. 1.2.1 Номограмма выбора технологических воздействий при совместной регулировке развала и продольного наклона оси поворота
В приведенном на рисунке примере для ГАЗ-24, чтобы изменить у шествующее значение угла рaзвала на +45", а продольного наклона оси поворота на +40", надо од передний болт добавить 5 скоб, а под задний 2 скобы.
Для легковых автомобилей с подвеской типа Макферсон («качающая веча») технология регулировки углов развала и продольного наклона оси поворота зависит от конструктивных особенностей конкретной марки автомобиля. Так для автомобиля АЗЛК-2141 развал изменяют поворотом эксцентрикового регулировочного ползуна 1 (рис. 1.2.2), установленного в бобышке поворотного кулака, а продольный наклон оси поворота изменяют постановкой или изъятием регулировочных шайб 3 между чашкой 4 шарнира стабилизатора и уступом на самом стабилитроне 2. Перед регулировкой необходимо отсоединить стабилизатор от места его крепления к поперечине передней опоры двигателя, отвернуть гайку и извлечь конец стабилизатора из проушины рычага. Регулировочная шайба толщиной 3 мм (конструктивно предусмотрено две шайбы) изменяет угол примерно на 20'. Соотношение углов поворота регулируют обычно взаимным изменением длин боковых тяг - одну укорачивают, другую на такую же величину удлиняют. Несоблюдение этого условия вызовет изменение угла схождения.
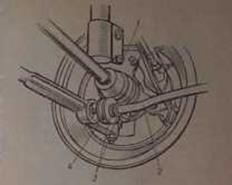
Рис.1.2.2 Угол регулировки развала и продольного наклона оси поворота колеса
В отличие от других углов для соотношении углов поворота, так как они конструктивно связаны с углом схождения, обычно нет численного значения норматива. При регулировке надо добиться равенства углов недоворота наружного (от центра поворота) колеса по отношению к внутреннему, повернутому на 20". На новых подвесках, как правило, это достигается при равенстве длин обеих боковых тяг. При остаточных деформациях в подвеске равенство углов недоворота достигают поэтапно подбором, вращением регулировочных муфт каждой тяги по пол-оборота по ходу движения автомобиля или против, каждый раз измеряя при этом значение параметра.
Для некоторых моделей автомобилей разработаны номограммы, но которым в зависимости от фактических значений углов недоворота каждого колеса определяют, в какую сторону и на сколько оборотов следует повернуть регулировочные муфты.
Угол схождения является наиболее важным параметром. Несоответствие его оптимальным значениям вызывает интенсивны неравномерный износ протектора. Регулировка угла схождения грузовых автомобилей производится изменением длины поперечной рулевой тяги, легковых с червячным рулевым механизмом одной из двух боковых тяг, а легковых с реечным рулевым механизмом обязательна регулировка угла схождения каждого колеса в отдельности соответствующей рулевой тягой.
При движении заднеприводного автомобиля под действием сил дорожного сопротивления передние колеса расходятся (у переднеприводных автомобилей в тяговом режиме, как правило, сходятся) на величину существующих зазоров в рулевой трапеции и становятся параллельно друг другу. Нормативное схождение не всегда обеспечивает это условие. Причина — в индивидуальном техническом состоянии каждого автомобиля, особенно с независимой подвеской передних колес. Этот недостаток устраним применением нового способа регулировки угла схождения легковых автомобилей при нагружении их силами, имитирующими условия движения: вертикальной силон ил передний мост (500—600 Н) и разжимной силой на передние колеса между боковинами передних шин на уровне центров колес. Разжимную силу определим по номограмме (рис. 1.2.3) с учетом фактического развала а, наиболеечасто используемой скорости движения автомобиля, степени износа (в %) протектора, модели установленных на автомобиле шин и периодичности регулировок. Угол схождения при регулировке устанавливают в интервале 0±5', что обеспечиваеттакое же положение колес при движении автомобиля.
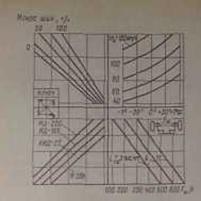
Рис. 1.2.2 Номограмма выбора нагрузки, имитирующей воздействие дороги на передние колеса.
КАБИНА, КУЗОВ, ОПЕРЕНИЕ
Основные неисправности кабин и оперения: перекос, вмятины, разрывы, коррозийные разрушения, ослабления заклепочных и болтовых соединения. Приемы ремонта следующие: удаление продуктов коррозии, сварка, правка и выравнивание поверхности, постановка дополнительных деталей, восстановление защитных покрытий.
Продукты коррозии удаляют металлическими щетками, растворителями ржавчины. Сварку применяют главным образом газовую, ручную и полуавтоматическую электродуговую, контактную. Часто используют пайку твердыми припоями.
Трещины заваривают непосредственно, а пробоины и разрывы наложением заплат. Ремонтные детали кабин и заплаты приваривают внахлестку с перекрытием краев на 20—24 мм. Сварные швы проковывают пневматическим или ручным рихтовальным молотком сразу после сварки в горячем состоянии. Длинные трещины и большие заплаты во избежание коробления участка заваривают не сплошными швами, а отдельными участками. Трещины в панелях кабины устраняют лайкой припоем ПМЦ-54, бронзовой или латунной проволокой, используя специальный аппарат НИИАТР Р-477.
Вмятины, разнообразные перекосы устраняют правкой в холодном состоянии или с предварительным подогревом поврежденного места газовой горелкой до 600—650 С.
Подогрев применяют для устранения вмятин с перегибами и складками, когда правка в холодном состоянии не удается.
Выравнивание вмятины в два приема. Сначала делают выколотку, (рис. 1.2.3) ведут на поддержке 1 или на плите ударами специального молотка 2 до выравнивания вмятины, затем оставшиеся бугорки подравнивают деревянной или резиновой киянкой 3.
Выколотку глубоких вмятин без острых краев и загибов начинают с середины и постепенно переносят удары молотка или киянки к краям. Вмятины с острыми углами выбивают, начиная с острого угла или с выправки складки. Пологую вмятину выколачивают, начиная с краев к середине. Одну выпуклость устраняют за счет растяжения металла ударами молотка по концентрическим кругам (рис. 1.2.3 в) по мере уменьшают. Чем больше будет сделано кругов (цепочек), тем успешнее будет сглаживание. При нескольких близкорасположенных выпуклых местах (рис. 1.2.3 г) вначале растягивают участок между ними и сводят их в одну выпуклость, а затем в зависимости от формы получившейся выпуклости определяют место в направлении дальнейшей растяжки.
Рихтовку делают на поддержках (рис. 1.2.3 6), подобранных по профилю восстанавливаемой панели, рихтовальными молотками 3 вручную или при помощи специальных станков и механизированных приспособлений. При рихтовке наносят частые несильные удары один возле другого, постепенно выравнивая бугорки и вогнутости, до полного устранения неровности поверхности. Качество рихтовки проверяют личным напильником, слегка зачищая место рихтовки. Если остаются углубления, рихтовку повторяют.
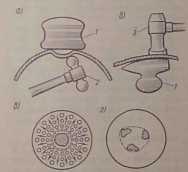
Рис. 1.2.3 Выколотка и рихтовка вмятин
Сильно растянутые участки, например на крыльях автомобилей. восстановить правкой, как правило, не удается. В этом случае часть растянутого металла вырезают, а кромки выравнивают и сваривают.
Перекосы и прогибы выправляют при помощи специальных приспособлений и струбцин с механическим или гидравлическим приводом.
Небольшие вмятины, дефекты рихтовки, сварочные швы и другие неровности выравнивают заполнителями — термопластическими массами ИФН-12, ТПФ-37. эпоксидными клеевыми составами и мягкими припоями.