Курсовая работа: Изготовление детали и участка механосборочного цеха
мм
Растачивание
получистовое
Растачивание
получистовое
1.4.4.4 Расчет припусков длиннового размера 10 мм методом размерных цепей
Предварительно необходимо составить маршрутную схему и примерный маршрут обработки.
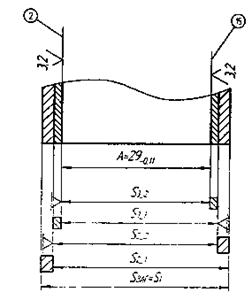
Рисунок 1.6 Маршрут обработки поверхности
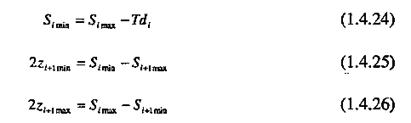
Технологические размеры определяются методом размерной цепи, мм
![]()
При выполнении технологических расчетов значения припусков нахожу табличным методом, используя источник [4]:
а)токарная черновая обработка zmin =1,2 мм на сторону
б)токарная получистовая обработка zmin =0,25 мм на сторону
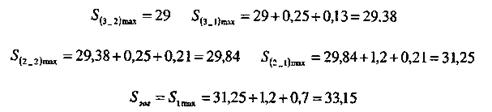
Расчетные значения Simax необходимо округлить с точностью до количества знаков после запятой в допуске - в большую сторону для валов.
Расчет минимальных технологических размеров и припусков по переходам, мм
 |
Номинальный размер, мм:
![]()
Таблица 1.12 - Маршрут обработки длинновой поверхности 29 мм
| I |
Наименовани технологич. перехода | Расчетный размер | Доп.Td, мм | Значение размеров | Значение припусков |
Технологический размер, мм | ||||
|
zmin мкм | S, мм |
Smax мм |
К-во Просмотров: 766
Бесплатно скачать Курсовая работа: Изготовление детали и участка механосборочного цеха
| |||||||