Курсовая работа: Изготовление детали и участка механосборочного цеха
класс точности………………………………......Т2
группа стали…………………………………….МЗ
степень сложности……………………………...С1
уклоны для наружных поверхностей…………3±1°
радиусы закругления, мм………………………2
Масса штампованной заготовки определяется с помощью системы
Компас-ЗD путем измерения массово-центровочных характеристик.
Эскиз заготовки, полученной методом штамповки на КГШП представлен на рисунке 1.1
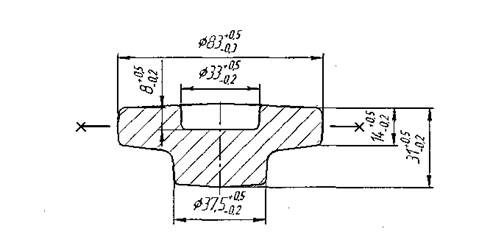
Рисунок 1.1 - Эскиз заготовки, полученной методом штамповки на КГШП
Q=0,759 кг
1.3.3 Определение массы заготовки, полученной методом проката
В виде заготовки для данной детали принимаем сортовой гарячекатанный круглый прокат нормальной точности, Ø85 мм.
Масса заготовки из проката определяется путем измерения массово-центровочных характеристик в системе Компас-ЗD
Эскиз заготовки, полученной методом проката представлен на рисунке 1.2
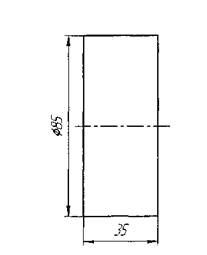
Рисунок 1.2 - Эскиз заготовки из проката.
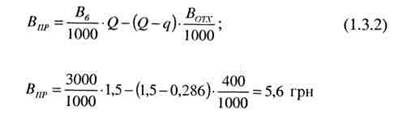
1.3.4 Стоимость одной заготовки, полученной разными методами
а) Метод гарячей штамповки

где В6 - базовая стоимость 1 т заготовок, грн
Q, q - масса заготовки и детали соответственно, кг
КТ ,КМ ,КВ ,К3 ,КП - коэффициенты, которые учитывают соответственно материал, класс точности, группу сложности, массу заготовки, программу выпуска.

ВОТХ - стоимость 1 т стружки, грн
б) Метод проката
Результаты расчетов сводим в табл. 1.2.
1.3.5 Расчет коэффициента использования материала заготовок