Курсовая работа: Изготовление торцовой насадной фрезы
– наибольший 27,023 мм
– наименьший 27,019 мм
3.2 Описание и расчет приспособления
Рассчитать и сконструировать приспособление для фрезерования торцового шпоночного паза.
Расчет приспособления ведем на точность и усилие зажима.
I Расчет приспособления на точность.
Правильно выбрать степень точности изготовления деталей можно только при точном учете всех возникающих в процессе производства погрешностей.
Сумма всех погрешностей определяется из выражения:
∑ ε=ʷ εбаз + εуст + εобр-ки +[ε]присп-ия ; [], где К=0,8÷0,85 – коэффициент уменьшения погрешности базирования;
εбаз -погрешность базирования при выполнении данной операции;
εуст – погрешность установки, возникающая под действием зажимных сил резания;
εобр -погрешность обработки детали на данной операции;
[ε]присп-ия – погрешность допустимая для данного приспособления и вызываемая неточностью его изготовления.
εобр =К'·ω,
где К'=0,6÷0,8
ω – табличное значение средней экономической точности []
Фрезерование проводим по 11 квалитуту. Ширина шпоночного паза 12=0,11
εобр =0,8·0,11=0,088 мм
εбаз =0 [
εуст =0,09 мм[
[ε]присп-ия =0, для новог приспособления
∑ ε=0,85·0+0,009+0,088=0,178 мм
Если допуск на размер детали ТО=0,43, а сумма всех погрешностей ∑ ε=0,178 мм, то необходимо, чтобы соблюдалось условие:
∑ ε≤Td (TD)
0,178≤0,43 (по 14 кв.) – условие выполнено
II Расчет зажимного усилия.
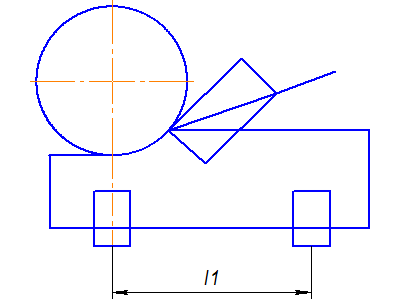
W= KF/ff=0,1÷0,15
F=Rl/l1=l2
Rl-F(l1 +l2 )=0;