Курсовая работа: Изготовление торцовой насадной фрезы
2Zчист.точн. =1
2Zчерн.точн =1,8
Припуск на заточку фрез
Z13 =0,4÷0,6~0,5 мм [1, C.26, m. 29]
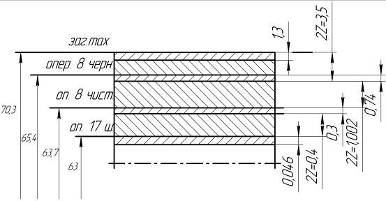
| № оп. | Наименование операции | 2Z | h | Ra |
| 17 | Круглошлифовальная Доводка | 0,4 | 8 | 0,63 |
| 8a | Чистовое обтачивание по наружн. пов-ти | 1,0 | 12 | 6,3 |
| 8б | Черновое обтачивание по наружн. Пов-ти | 2,3 | 14 | 12,5 |
Расчет операционных размеров на наружный диаметр рабочей части
1. A17 =63-0,046 ; h8; √ Ra 0,63
2. A8a min чист = A17 +2Z17 =63+0,4=63,4 мм
A8a max чист =A8 min чист +Tdh12=63,4+0,3=63,7 мм
A8a чист =ø63,7-0,3 ; h12; √ Ra 6,3
3. Aб min черн = A8a чист max +2Zчист =63,7+1,002=64,702 мм
Aб max черн = A8a чист min +Tdh14=64,702+0,74=65,442 мм
A8 черн = ø65,442-0,74 ; h14; √ Ra 12,5
Определяем наружный диаметр заготовки для рабочей части фрезы.
Азаг. min = A8 черн. +2Z8 черн =65,442+2,338=67,78 мм
Азаг. max = Азаг. min +2Z8 черн +Tdзаг =67,78+1,0=68,78 мм
Ди.з =70+0,3 -1,0 (по ГОСТ 7505–83)
Расчет фактических припусков на черновую токарную обработку.
2Zmax = Азаг. max – А8 черн min =70,3–64,702=5,59 мм
2Zmin = Азаг. min – А8 черн max =69–65,442=3,558 мм
Расчет массы заготовки
1. Lи.з =L+5 мм=40+5=45 мм
2. Определяем массу круглой поковки
Мп =3,14 (70+1,3/2)2 /4
3. Диаметр прутка, от которого будет отрезана заготовка для получения поковки
Lп /Дп =45/70=0,6=>Ди.з =(40÷45)·3 √Мп =43∙3 √1,519=49,4; Ди.з =ø 50+0,2 -0,9
4. определяем нормативную массу прутка длиной 100 мм
Мнор. =
5. Длина исходной заготовки для ковки