Курсовая работа: Изготовление железобетонных изделий
2) Щебень известковый, удовлетворяющий требованиям ГОСТа 8267-93, фракция 5-20, марка прочности по дробимости – 800, водопоглощение – 0.8%, морозостойкость 150 циклов, содержание слабых зерен – 5%, содержание лещадных зерен – 23%, содержание пылевидных, илистых и глинистых частиц – 2%;
3) Песок, удовлетворяющий требованиям ГОСТ 8736-93, модуль крупности Мк = 1,1; содержание примесей в песке не должно превышать 3%, водопотребность песка 7%;
4) Вода, принимаемая для приготовления б/смеси не должна содержать вредных примесей, препятствующих нормальному схватыванию и твердению цемента. Воду используют техническую, удовлетворяющую требованиям ГОСТ 23732-79. Общее содержание солей не более 5000 мг/л, содержание сульфатов в пересчете на SO4 не более 2700 мг/л. Водородный показатель рН ˃ 4.
3. Технологическая часть
3.1. ТЭО технологии и способа производства
В производстве ЖБК могут применяться различные организационные способы производства: агрегатно-поточный, конвейерный, полуконвейерный, стендовый, кассетный.
При выборе способа производства как правило проводят технико экономическое обоснование (ТЭО) по приведенным затратам на создание линии.
Агрегатно-поточный способ производства – при небольших капитальных затратах он допускает выполнение широкой номенклатуры изделий. Технологические операции последовательно выполняют на нескольких рабочих постах. Для соблюдения последовательности форму передают от одного поста к другому с помощью мостового крана. Этот способ соответствует больше всего условиям мелкосерийного производства на заводах средней и небольшой мощности.
Конвейерный способ производства – технологический процесс расчленяется на элементные процессы, которые выполняются одновременно на отдельных рабочих постах. Формы с изделиями перемещаются от одного поста к другому специальными транспортными устройствами, каждое рабочее место обслуживается закрепленным за ним звеном. Характерен принудительный ритм работы, т.е. одновременное перемещение всех форм по замкнутому технологическому кольцу с заданной скоростью.
Стендовый способ производства – изделия формуют в стационарных формах, и они твердеют на месте формования, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы на стенде к другой. Стендовая технология целесообразна при изготовлении крупноразмерных предварительно напряженных конструкций длиной более 9 метров для промышленных и гражданских зданий.
Кассетный способ производства – формование изделий производится в вертикальном положении в стационарных разъемных металлических групповых формах-кассетах, где изделия остаются до приобретения бетоном необходимой прочности. Звено рабочих в процессе производства перемещается от одной кассетной формы к другой, организуя производственный поток.
3.2. Технологические режимы обработки
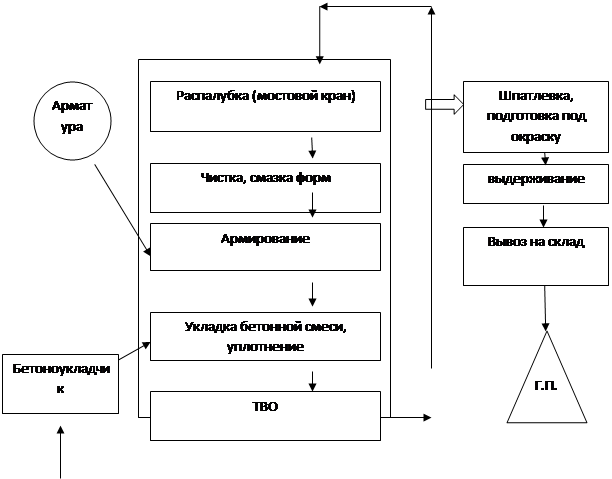
Производство колонн осуществляется стендовым способом в унифицированном типовом пролете УТП-1 по следующей функциональной схеме №1. Технологические операции при данном способе производства осуществляются на одном посту.
При производстве колонн технологический процесс изготовления состоит из следующих операций:
1. Распалубка форм с помощью мостового крана;
2. Чистка и смазка форм специальными смазками;
3. Армирование и сборка форм;
4. Укладка и уплотнение бетонной смеси бетонораздатчиком и глубинными вибраторами;
5. Тепловлажностная обработка колонн при температуре пропарки 800 ;
6. Приемка и маркировка колонн ОТК проводится в соответствии с нормами ГОСТ 13015;
7. Вывоз колонн на склад готовой продукции соблюдая правила по ГОСТ 13015.
3.3. Производство базового изделия
Функциональная схема производства колонн
Из БСО
3.4. Характеристика технологического оборудования
Мостовой кран
| Скорость перемещения моста, м/мин | 80 |
| Скорость перемещения тележки, м/мин | 40 |
| Скорость подъема (опускания) крюка, м/мин | 10 |
| Установленная мощность, кВт | 25 |
| Грузоподъемность, т | 15 |
| Масса, т | 15000 |
Бетонораздатчик 413-02
| Скорость перемещения, м/мин | 2,2 |
| Ширина колеи рельса, мм | 5000 |
| Установленная мощность, кВт | 10,8 |
|
Габаритные размеры, мм К-во Просмотров: 1179
Бесплатно скачать Курсовая работа: Изготовление железобетонных изделий
|