Курсовая работа: Конструирование и технология изготовления генератора "воющего" шума
Печатные платы третьего класса - наиболее распространенные, поскольку, с одной стороны, обеспечивают достаточно высокую плотность трассировки и монтажа, а с другой - для их производства достаточно рядового, хотя и специализированного, оборудования.
В качестве вида пайки выберем пайку двойной волной припоя. Данный метод применяется для пайки дип-элементов и чип-корпусов, изготовленных по толстопленочной технологии.
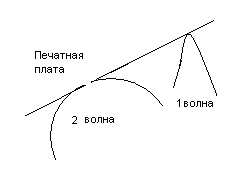
Рисунок 9. Схема пайки двойной волной припоя
Первая волна обладает узкой направленностью с высоким зивихрением, высокой скоростью струи и сопла, исключает появление газовых полостей. Вторая волна устраняет перемычки припоя, созданные первичной волной.
2.2 Конструирование печатного узла
При конструктивной компоновке изделия необходимо придерживаться следующих рекомендаций:
1. Элементы схемы должны располагаться таким образом, чтобы электрические связи между ними были наиболее короткими;
2. Для исключения наводок цепей переменного напряжения на цепи выпрямленного напряжения эти цепи следует прокладывать в отдельных жгутах. Жгуты должны быть разнесены друг от друга. С этой целью трансформатор и дроссель следует располагать так, чтобы оси их катушек были взаимно перпендикулярны. Трансформаторы и дроссели должны быть по возможности удалены от усилительных элементов;
3. Тяжёлые элементы должны быть установлены ближе к точкам крепления шасси;
4. Элементы схемы должны располагаться так, чтобы полупроводниковые приборы, а также конденсаторы не подогревались другими элементами, выделяющими тепло;
5. Все элементы должны быть установлены так, чтобы была обеспечена возможность их замены без демонтажа других деталей. [24]
2.2.1 Расчет конструкции печатной платы
Выберем в качестве материала печатной платы фольгированный стеклотекстолит FR-4 со следующими характеристиками:
-толщина материала 1 мм;
-толщина фольги 0,035мм.
Согласно классу точности 3 (ГОСТ 23751-86), отношение номинального значения диаметра наименьшего из металлизированных отверстий к толщине печатной платы равно 0,33:
![]()
По ГОСТ 10317-79 минимальный допустимый диаметр металлизированного отверстия равен 0,4мм.
Применение металлизированных КП обосновано тем, что их можно использовать в качестве переходных отверстий.
При расчете диаметра металлизированного отверстия следует предусматривать гарантированный зазор (не менее 0,1 мм) для заполнения металлизированного отверстия расплавленным припоем.
d = ds + |∆| + 0,1 (2.1)
d - диаметр отверстия;
ds - диаметр или диагональ вывода;
|∆| - модуль (абсолютное значение) нижнего значения допуска на отверстие. Согласно ГОСТ 23751-86, для отверстий с металлизацией и оплавлением диаметром до 1,0 мм включительно, величина |∆| принимается равной 0,13мм; для отверстий большего диаметра |∆| брать равным 0,15мм.
Наименьший номинальный диаметр Dконтактной площадки (согласно ГОСТ 23751-86) рассчитывают по формуле:
D=(d+∆dв.о )+2b+∆tв.о +2∆dтр +(Td 2 +TD 2 +∆tп.о 2 ) (2.2)
Где:
d – диаметр отверстия;
b — гарантийный поясок ( b=0.1)
∆dв.о — верхнее предельное отклонение диаметра отверстия ( при d≤1мм ∆dв.о =0 ; при d>1мм ∆dв.о =0,05мм);
∆tв.о — верхнее предельное отклонение диаметра контактной площадки ( с мегалитическим покрытием ∆tв.о =0,1);
∆dтр — значение подтравливания диэлектрика в отверстии (для ДПП ∆dтр =0);