Курсовая работа: Конструкция теплового источника оптического излучения
Таким образом, А = 4.2×10-4.
Если учесть, что площадь горловины колбы АГ обычно связана определенным отношением с площадью шаровой (или считающейся шаровой) частью колбы А¢К (АК = АГ + А¢К), то реальный диаметр колбы

где АЦ – площадь поперечного сечения горловины колбы.
Выше приведенные уравнения при принятых ТК позволяют найти dК. Учитывая, что q = f (dК, ТК) данные уравнения решаются графически.
В таблице 5 приведены результаты расчета программы.
Таблица 5.
| X | Y1 | Y2 |
| 50 | 5,600 | 7,264 |
| 75 | 5,600 | 5,336 |
| 100 | 5,600 | 4,229 |
| 125 | 5,600 | 3,629 |
| 150 | 5,600 | 3,155 |
| 175 | 5,600 | 2,794 |
| 200 | 5,600 | 2,51 |
| 225 | 5,600 | 2,278 |
| 250 | 5,600 | 2,084 |
| 275 | 5,600 | 1,919 |
| 300 | 5,600 | 1,775 |
| 325 | 5,600 | 1,651 |
| 350 | 5,600 | 1,541 |
По данным таблицы построим график.
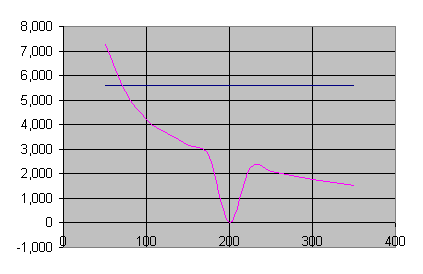
Рис. 7.
По пересечению кривых находим среднюю температуру колбы ТК = 70,3 0С.
5. Технология изготовления разработанной лампы
5.1 Изготовление вводов
Вводы для впаивания в тугоплавкие стекла могут быть однозвенными или многозвенными. Наибольшее распространение получили многозвенные вводы, в которых внутренне звено изготовлено из никеля, среднее – из вольфрама или молибдена, внешнее – из меди. Во вводах этого типа особое внимание уделено качеству обработки среднего звена, от которого зависит вакуумная плотность спая со стеклом.
Для изготовления этих звеньев используются вольфрамовые или молибденовые проволоки диаметром 0,8 – 2,0 мм или прутки диаметром 2,0 – 4,0 мм, причем для стекол вольфрамовой группы соответственно выбирается вольфрам, а для стекол молибденовой группы – молибден.
Для выправления проволоки производят правку на специальных машинах путем многократного изгиба проволоки при ее протягивании между вращающимися плашками из твердой стали, закрепленными в полом валу машины с определенным смещением от оси. Молибденовую проволоку правят в холодном состоянии, а вольфрамовую – с нагревом до 1000 °С. Прутки обычно не плавят. После правки проволоку разрезают на отрезки длиной 1 м.
Выправленную и нарезанную проволоку и прутки для снятия различных поверхностных дефектов шлифуют на бесцентрово-шлифовальных станках. При шлифовке пруток помещается между двумя абразивными вращающимися кругами и медленно смещается в осевом направлении. Шлифовкой снимается верхний слой металла. После шлифовки прутки разрезаются с помощью дисковых абразивных или алмазных кругов на заготовки требуемой длины. Проволоки малых диаметров разрезаются с помощью ножей. При этом во избежание расслоения проволоки по месту резки ее нагревают газовой горелкой до слабо-красного каления.
После механической обработки вводы тщательно очищают: их кипятят в 20%-ном растворе едкого натра, промывают в дистиллированной воде, кипятят в 20%-ном растворе железосинеродистого калия и 10%-ном растворе едкого натра, снова смывают в воде, проверяют на отсутствие трещин, несколько минут травят в холодной смеси азотной и серной кислот, окончательно промывают в дистиллированной воде и сушат. Молибденовые вводы после сушки отжигают в водороде или вакууме при 1000 °С.
Наружное звено изготавливается из медных тонких проволочек, скрученных в канатик. На один из концов заготовки наружного ввода надевается никелевая втулка и хорошо обжимается вручную или на ротационной ковочной машине.
Подготовку никелевых звеньев включает в себя резку проволоки на заданную длину, обезжиривание, травление, промывку в воде, сушку и отжиг в водороде.
Соединение подготовленных звеньев встык производится обычно электросваркой с обдувом места сварки струей водорода или препарированного газа.
Сварные вводы остекловываются по среднему звену, путем обмотки расплавленным стеклом вручную.
5.2 Изготовление цоколей
Корпус резьбового корпуса чаще всего изготавливают из мягкой стальной ленты с последующим цинкованием для защиты от коррозии. Контактные пластины всегда изготавливаются из латуни. В качестве изоляции применяют специальные пластмассу или фарфор, стекло, скрепляющие элементы цоколя в единую конструкцию.
На отечественных электроламповых заводах изготовление резьбовых цоколей ведется в следующей последовательности: штамповка, накатка резьбы на корпусе цоколя, штамповка контактной пластины, сборка цоколя, травление, нанесение антикоррозийного покрытия.
5.3 Выработка колб
Одним из распространенных способов механизированной выработки колбы является их изготовление на автоматах карусельного типа, составляющих совместно с дополнительными механизмами автоматические линии для получения из жидкой стекломассы полностью готовых колб.
Существенную роль в работе линий играет способ питания стеклоформующих машин стекломассой. В настоящее время используется два основных способа питания: вакуумный и капельный (фидерный).