Курсовая работа: Назначение режимов резания
Nе =![]() Nст
Nст
Поскольку Ne = max будет соответствовать переходу c (Pz · V) = max, то рассчитаем эти произведения для всех резцов.
Pz · V =204 · 17.97 = 3666 кГм/мин. = max;
Таким образом, наибольшая мощность резания будет на первом переходе
Ne = ![]() = 0.6 кВт
= 0.6 кВт
Она значительно меньше Ncт = 11 кВт, поэтому изначально должен быть выбран станок меньших габаритов и мощности. Полученные значения Pz и Ne заносим в табл. 1.1.
2. НАЗНАЧЕНИЕ РЕЖИМОВ РЕЗАНИЯ ДЛЯ ОПЕРАЦИЙ ОСЕВОЙ ОБРАБОТКИ
Рассмотрим операцию осевой обработки, включающую наиболее распространенные переходы: сверление, зенкерование и развертывание (рис. 2).
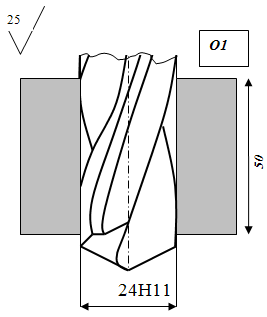
Рис. 2. Переходы осевой обработки
1.Анализ исходных данных.
3.1.1. Заготовка.
Плита, предварительно обработанная из коррозионно-стойкой, жаростойкой и жаропрочной стали 09Х16Н4Б. Термическая обработка: закалка,
sв = 1200 МПа, НВ = 340.
1.2.Деталь.
Согласно рис. 2 в заготовке необходимо получить 1 отверстие Ш 24 Н11 с Ra = 6,3 мкм.
1.3.Выполняемые переходы.
Обработка каждого отверстия включает один переход:
1) сверление отверстия Ш 24 Н11 с Ra = 25;
1.4.Приспособление.
Заготовка устанавливается по 3-м обработанным поверхностям в приспособление с пневматическим поджимом сверху. Обработка отверстий выполняется без кондуктора с использованием быстросменного патрона.
2.Оборудование.
В качестве оборудования согласно табл. 11 /2/ с. 20 выбран вертикально- сверлильный одношпиндельный станок мод. 2Н135, имеющий следующие параметры:
1) наибольший диаметр сверления Ш 35мм;
2) число частот вращения шпинделя zn = 12;
3) пределы частот n = 31-1400 1/мин.;
4) число подач zs = 9;
5) пределы подач S = 0,1-1,6 мм/об.;
6) мощность привода главного движения Nст = 4 кВт.