Курсовая работа: Организация и планирование поточной линии обработки детали для массового производства
Организация производства – это координация во времени и пространстве всех материальных и трудовых ресурсов с целью получения максимального эффекта.
Начальным этапом организации производства является разработка генерального плана.
При разработке генерального плана учитывают:
- прямоточность продуктов питания;
- использование технологического транспорта;
- сокращение протяженности коммуникаций;
- учет рельефа мощности;
- учет характера производства.
Тип производства предопределяет структуру предприятий и цехов, характер загрузки рабочих мест и движение предметов труда в процессе производства. Каждый тип производства имеет свои особенности организации производства и труда, применяемого оборудования и технологических процессов, состава и квалификации кадров, а также материально-технического обеспечения. Применительно к конкретному типу производства строится система планирования и учета. Следовательно, правильный выбор типа производства является, чуть ли не самым важным этапом, предопределяющим дальнейшее развитие промышленного предприятия.
Основные направления совершенствования структуры организации производства на промышленных предприятиях:
1) определение оптимальных размеров предприятия;
2) укрупнение специализации основного производства;
3) расширение кооперации по обслуживанию основного производства;
В зависимости от особенностей производственных процессов и типа производства применяется определенный метод организации производства.
Метод организации производства — это способ осуществления производственного процесса, представляющий собой совокупность средств и приемов его реализации и характеризующийся рядом признаков, главными из которых являются взаимосвязь последовательности выполнения операций технологического процесса с порядком размещения оборудования и степень непрерывности производственного процесса.
Существует три метода организации производства:
1) непоточный (единичный);
2) поточный;
3) автоматизированный.
Из всех методов организации производства наиболее совершенным по своей четкости и законченности является поточный, при котором предмет труда в процессе обработки следует по установленному кратчайшему маршруту с заранее фиксированным темпом.
Организация поточного производства предусматривает проведение ряда организационно-технических мероприятий и расчета показателей работы линии. Высокие требования предъявляются к выбору и размещению оборудования, качеству и точности оснастки, качеству материалов, отработанности конструкции и прогрессивности технологических процессов, обслуживанию основного производства, планированию и учету. Конструкция изделий должна быть отработана, стабильна, с широким применением стандартных и унифицированных деталей и узлов, большое значение имеет технологичность конструкции, обеспечивающая минимальную трудоемкость и себестоимость ее изготовления, минимальную материалоемкость; конструкция изделия должна быть разработана на принципе взаимозаменяемости дёталей и узлов; высокое качество конструкции должно способствовать ее устойчивости.
В процессе выполнения курсового проекта (работы) необходимо выполнить расчеты по отдельным вопросам организации и планирования производства проектируемой поточной линии, экономически обосновать технологические и организационные решения производства детали. Исходя из технологического процесса и применяемого оборудования, обосновывается выбор непрерывно- или прерывно-поточной однопредметной линии механической обработки.
1 РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ, ОБОСНОВАНИЕ ТИПА ПРОИЗВОДСТВА И ФОРМЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
1.1 Краткое описание объекта производства
В данном курсовом проекте разрабатывается организация производства вала, который входит в состав сборочной единицы - насос роторный ВЗ-ОР2-А2, предназначенный для перекачивания по трубам вязких молочных продуктов с t не более 90 С0 . Может применяться для перекачивания и других пищевых и не пищевых продуктов, подобных по вязкости и химической активности. В насосе деталь выполнят функцию ведущего вала, который получает крутящий момент от зубчатого колеса 1 и передаёт его шестерне 2 и рабочей шестерне 3.
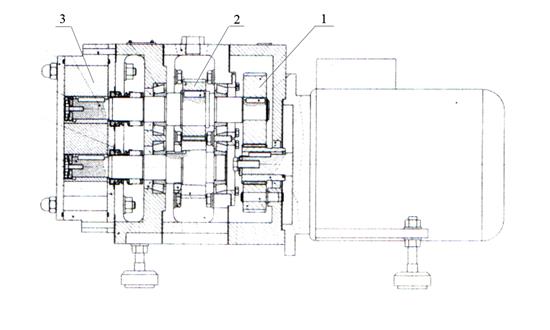
Рисунок 1.1 – Сборочный чертёж роторного насоса ВЗ-ОР2-А2
Для изготовления детали используется сталь 14Х17Н2 ГОСТ 5632-72. Выбор данной стали, оправдан её коррозионной стойкостью, так как в процессе работы вал будет контактировать с перекачиваемыми молочными продуктами.
В качестве заготовки используется поковка, полученная штамповкой на КГШП. Технологический процесс, включает такие операции как Фрезерно-центровальная, токарная с ЧПУ, шпоночно-фрезерная, шлифовальная, полировальная.
1.2 Характеристика вариантов технологического процесса
Для производства заданных деталей в качестве возможных рассматриваются базовый и новый варианты технологических процессов.
Характеристики рассматриваемых технологических вариантов приведены в таблицах 1.1 и 1.2.
Таблица 1.1 - Анализ базового технологического процесса
| Элементы анализаобщие |
Значения анализируемых параметров |
|
Обеспечение изготовления деталей в заданном объеме | + |
|
--> ЧИТАТЬ ПОЛНОСТЬЮ <-- К-во Просмотров: 839
Бесплатно скачать Курсовая работа: Организация и планирование поточной линии обработки детали для массового производства
|