Курсовая работа: Организация, нормирование и оплата труда токаря
Нормы как основа организации заработной платы – это функция нормирования труда обусловленная прежде всего тем, что в рационально организованном производстве уровень заработной платы определяется по отношению к нормам условий сложности, затрат и результатов труда.
Исходные данные
Спроектировать рабочее место токаря при выполнении операции "Обработка валика" на токарном станке IK-62 в условиях мелкосерийного производства. Заготовки поставляются на рабочее место один раз в смену. На основе расчета составить карту организации рабочего места. Спроектировать технически обоснованную норму времени на обработку валика (рис.1).
 |
d1
d2
l1
L
Рис. 1
Токарная обработка детали производится резцами из быстрорежущей стали, сечением 20 х 20. Вылет резца 50 мм. Стойкость резца при работе с охлаждением 60 мин. Обработка детали производится в самоцентрирующемся патроне. Материал заготовки - сталь 3.
| 1. Диаметр заготовки, Д (мм) | 68 |
| 2. Длина заготовки, L (мм) | 115 |
| 3. Диаметр готового валика ступени, d1 (мм) | 62 |
| 4. Диаметр готового валика ступени, d2 (мм) | 32 |
| 5. Длина детали после обработки, l2 (мм) | 102 |
| 6. Длина ступени, l1 (мм) | 40 |
| 7. Количество деталей в партии, n (шт.) | 11 |
| 8. Затраты времени на переналадку оборудования, tn (мин.) | 35 |
| 9. Суммарное время выполнения работы не предусмотренной заданием, tнр (мин.) | 26 |
| 10. Расстояние от стены до рабочего места, (мм) | 620 |
| 11. Размер прохода между рабочими местами по ширине, (мм) | 630 |
| 12. Расстояние между соседними рабочими местами, (мм) | 630 |
| 13. Максимально допустимые усилия резания станка, Р (кг) | 1300 |
| 14. Эффективная мощность станка, N (кВт) | 8 |
|
15. Габаритные размеры станка: длинна (мм) ширина (мм) высота (мм) |
2522 1166 1321 |
| 16. Наружное точение проводится по 5 классу чистоты, а подрезки торцов по 6 классу | - |
| 17. Объем произведенной продукции за месяц, (ед.) | 2015 |
| 18. Часовая тарифная ставка, (руб/час) | 27,6 |
Техническая карта обработки валика в самоцентрирующемся патроне
| № | Переход | Приспособления и инструменты |
| 1. | Установить заготовку в патрон | Патрон трех кулачковый, ключ торцевой |
| 2. | Подрезать патрон t = (1-2 мм) | Резец подрезной |
| 3. | Проточить заготовку до диаметра d1 +1 мм на длину l2 + (5-6 мм), (грубая обработка) | Резец подрезной |
| 4. | Проточить заготовку до d1 на длину l2 +(5-6 мм) | Резец подрезной |
| 5. | Проточить заготовку до диаметра d2 + (1-2 мм) на длину l1 | Резец подрезной |
| 6. | Проточить заготовку до диаметра d2 на длину l1 (чистая обработка) | Резец подрезной |
| 7. | Отрезать деталь на длину l2 +0,4 мм | Отрезной резец, штангельциркуль |
| 8. | Изъять технологическую прибыль из патрона и установить деталь в патроне | Ключ торцевой |
| 9. | Подрезать деталь в размере l2 | Подрезной резец, штангельциркуль |
| 10. | Снять деталь и уложить в ящик | Ключ торцевой |
Раздел 1. Типовая организация рабочего места токаря
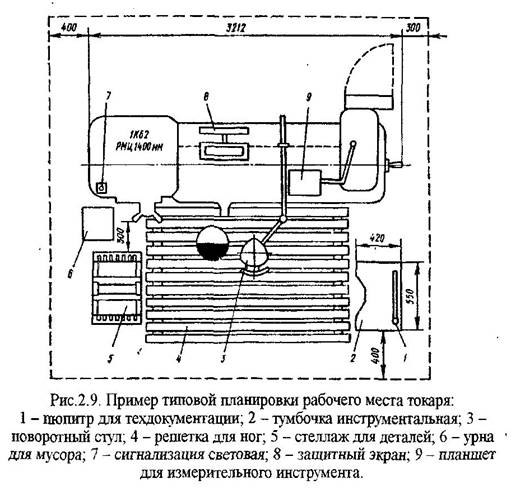
Организация рабочего места — важнейшая составная часть мероприятий по организации труда.
Рабочим местом называется часть производственной площади в цехе или на судне, на которой установлены соответствующее оборудование и другие средства труда, необходимые для выполнения данной работы.
Рациональная организация рабочего места способствует созданию условий для высокопроизводительного труда и качественного выполнения работ.
Важное условие рациональной организации рабочих мест - их специализация: на определенном рабочем месте и в определенной последовательности должны выполняться одни и те же различные операции по обработке установленной номенклатуры изделий.
Таблица 1
| Количество деталей, закрепленных за рабочим местом | Тип производства, к которому относится рабочее место | Характер специализации рабочего места |
| 14 | единичное | универсальный |
Определяем коэффициент специализации рабочего места:
![]()
где Ксп - коэффициент специализации рабочего места.
tn - затраты времени на переналадку оборудования в течение смены, мин.
Тсм - продолжительность смены, мин.
![]()
![]()