Курсовая работа: Организация производства лестничных маршей
- Подготовка формы к бетонированию;
- Укладка арматурного каркаса (или предварительного напряжения арматуры);
- Заполнение формы бетонной смесью и уплотнение ее на формовочном посту;
- Заглаживание верхней формовочной поверхности изделия или декоративной обработки по сырому бетону;
- Укладка изделий в камеры тепловой обработки и извлечение изделий из камер.
Некоторые операции выполняют параллельно, так, распалубку, осмотр изделий и подготовку форм совмещают по времени с формованием. При расчленении технологического процесса и соблюдении единого ритма возможна поточная организация производства. Для осуществления непрерывного производства технологическую линию оборудуют необходимыми транспортными средствами.
К агрегатному способу производства относится формование изделий на различных формующих агрегатах, например, на центрифугах, формующей установке с вибровкладышами и др. [2]

Рис. 3 Структура формовочного цеха
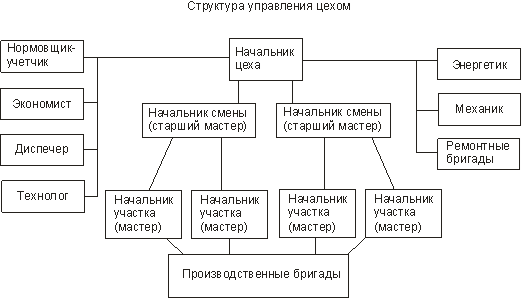
Рис.4 Структура управления цехом
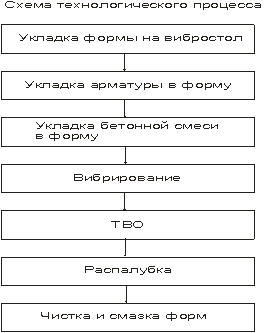
Рис. 5 Схема технологического процесса
2. Организация производственного процесса (технологическая карта)
В данном курсовом проекте рассматривается организация производства лестничных маршей ЛМ 28-11 по агрегатно-поточному способу, т. к. он имеет ряд преимуществ:
· небольшие капитальные затраты
· широкая номенклатура изделий
· гибкость агрегатной технологии путем смены и переналадки оборудования позволяет производить другие типы изделий
· несложное технологическое оборудование
· высокий съем продукции с 1 м3 пропарочных камер
· малая трудоемкость производства
· малая себестоимость продукции. [2]
Режим работы предприятия характеризуется количеством рабочих дней в году, количеством смен в сутки, продолжительностью работы в часах.
Режим работы устанавливают по нормам технологического проектирования предприятий, а при отсутствии их - исходя из требований технологии.
Для отделений тепловой обработки предусматривается трехсменная
работа, для остальных отделений – двухсменная - 260 дней (365 календарных
дней - 104 выходных - 8 праздничных + 7 дней компенсации неполного
рабочего дня по субботам) в две смены. Номинальное число рабочих дней в
году для складов и отделений по приему сырья и материалов и отгрузке
готовой продукции - 365 дней при трехсменной работе. Продолжительность
рабочей смены - 8 часов.
Таблица 2
Режим работы предприятия
|
№ п/п |
Наименование цехов, отделений, операций |
К-во Просмотров: 828
Бесплатно скачать Курсовая работа: Организация производства лестничных маршей
|