Курсовая работа: Основы проектирования и оборудования цехов
Для здания высотой более 9,6 м чаще сооружают двухветьевые колонны. Такие колонны делают двух типов. В колонах первого типа ветви работают совместно, воспринимая крановую нагрузку и нагрузку кровли. Между собой ветви связаны двухплоскостной решеткой из прокатных уголков. Надколонники – сплошные и имеют проемы для прохода обслуживающего персонала.
Нагрузку колонн на фундаменты передают через башмаки, привариваемые к нижней части колонн. Башмаки крепятся к фундаментам анкерными болтами. Располагают башмаки на 500-600 мм ниже пола. Во избежание коррозии колонн их подпольные части вместе с башмаками покрывают слоем бетона.
1.2.3 Стропильные и подстропильные фермы
Стропильные фермы несут покрытие здания. Существует несколько конструкций ферм: с параллельными поясами, треугольные, полигональные с прямым или ломаным нижним этажом. Все элементы ферм изготавливают из стальных уголков, широкополочных тавров, соединенных в узлах электросваркой или высокопрочными болтами.
Подстропильные фермы служат опорой стропильных ферм в средних (межпролетных) рядах колонн. Таким образом, стропильная ферма с одной стороны опирается на колонну, с другой стороны – подстропильную ферму.
1.2.4 Подкрановые балки
Подкрановые балки с уложенными на них рельсами образуют пути движения мостовых кранов. Устанавливают стальные балки. Крепление рельсов к верхнему поясу производится либо сваркой, либо болтами с прижимными лапками.
1.2.5 Стены, покрытия, ворота
Наружные стены совместно с покрытиями защищают пространство здания от внешних воздействий. Стены устраивают из стальных волнистых и ребристых листов (легкие стены). Листы навешивают на ригели фахверка и закрепляют крюками с нагрузкой для болтов. Листы устанавливают в нахлестку в горизонтальном направлении на ширину одной волны, а в вертикальном направлении – на 100 мм. Места примыкания к оконным проемам, углы стен и деформационные швы обрамляются листами специального профиля.
Покрытия служат для ограждения внутренних помещений здания от атмосферных осадков и внешних температурных воздействий. Покрытие выполняется в виде настила из стальных листов. Листы крепятся к прогонам металлическими клямерами или болтами с крюками на концах, проходящими через отверстия в гребнях листов. Для повышения стойкости стальные листы покрывают синтетическим лаком.
Ворота служат для проезда напольного транспорта – авто- и электрокаров, автомашин и подвижного состава железнодорожного транспорта. Полотна ворот выполняются цельнометаллическими в виде сварной рамы – переплета из прокатных стальных профилей с прикрепленной точечной сваркой с наружной стороны обшивкой из листовой стали. В настоящее время при высокопроизводительной работы цеха целесообразно применение раздвижных ворот [3].
1.3 Схема снабжения цеха стальным ломом
Подготовку лома и загрузку бадей осуществляют в отдельно стоящем отделении подготовки лома. Загрузка бадей осуществляется малыми порциями магнитами и грейферами. В отделении ведется прием и переработка лома (сортировка, пакетирование, ножничная и газовая резка). Магнитно-грейферными кранами лом загружают в бадьи объемом 80 м3. Бадьи устанавливаются на специальных стендах с тензометрическим весовым устройством. Загруженные бадьи скраповозов транспортируются в печной пролет.
1.4 Обеспечение цеха сыпучими и ферросплавами
Бункерный пролет расположен между печным и раздаточным. Подача сыпучих в печь, в ковш на выпуске и на установку печь-ковш производится через основной тракт снабжения цеха сыпучими – через бункерный пролет.
На рисунке 3 показано устройство бункерного пролета. Расходные бункеры (4) загружаются с помощью ленточного конвейера (2) и автоматической разгрузочной тележки (3). После подачи команды на заполнение расходных бункеров разгрузочная тележка перемещается и останавливается над нужным бункером. Включается наклонный конвейер (1), связывающий склад и бункерный пролет, одновременно на складе включается вибропитатель бункера с нужным материалом и ленточные весы. После выдачи заданного количества материала от ленточных весов поступает сигнал на отключение вибропитателя. Конвейеры (1) и (2) останавливаются после сброса последних порций материала с ленты по сигналу датчика о наличии материала на ленте. Под каждым расходным бункером установлен вибропитатель (5) и бункерные весы (6). Под весами расположен ленточный конвейер (7), который подает материал в распределительное устройство, выполненное в виде трехсекционной воронки, над которой установлена поворотная течка (8) с механическим приводом. Управление осуществляется с пульта управления печью. Оператор задает количество компонентов, адрес подачи (в печь, в ковш на выпуске, в ковш-печь) и подает команду на отработку программы [4].
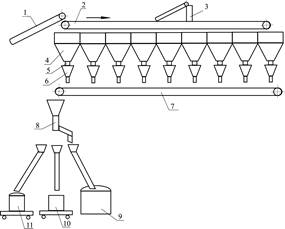
Рисунок 3 – Организация подачи сыпучих и ферросплавов
1,2,7 – конвейеры ленточные; 3 – тележка разгрузочная; 4 – бункер расходный; 5 – питатель электровибрационный; 6 – весы бункерные; 8 – течка поворотная; 9 – дуговая печь; 10 ковш на выпуске; 11 – ковш-печь.
1.5 Печной пролет
В печном пролете располагаются две дуговые сталеплавильные печи вместимостью 100 т, оснащенные трансформатором мощностью 80 МВА. Обслуживание печи осуществляется с рабочей площадки, которая возвышается относительно нулевой отметки уровня цеха на 8500 мм. Сталь выпускают в сталеразливочный ковш через отверстие в подине эркерной части печи. Сталеразливочный ковш размещается на самоходном сталевозе, оборудованном взвешивающим устройством. Электропечь оборудована стеновыми газокислородными горелками и кислородной фурмой, а также оконной фурмой-горелкой. Печь размещена в шумо-пылезащитной камере, оснащенной раздвижными створками для подачи завалочной бадьи с шихтой, воротами для въезда сталевоза и автошлаковоза, а также калитками для входа внутрь камеры обслуживающего персонала.
Газы при работе печи отсасываются через сводовый патрубок непосредственно из рабочего пространства, от шумо-пылезащитной камеры и от подкрышного зонта. Все тракты газоудаления соединяются в один общий, и газы поступают на газоочистку, оснащенную матерчатыми фильтрами.
Под рабочей площадкой размещаются склады огнеупоров, ремонтные мастерские, тракты подвода и отвода воды, тракты подвода газообразного кислорода, природного газа.
Функциональное значение оборудования печного пролета подчиняется выполнению следующих задач: доставка и загрузка в печь металлошихты; организация заправки печи огнеупорными материалами; доставка в печной пролет электродов и организация их наращивания по мере расхода; организация слива жидкого металла в сталеразливочный ковш; организация капитальных, холодных и горячих ремонтов печи.
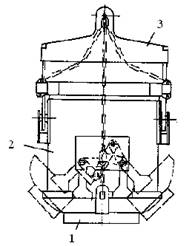
1.5.1 Доставка и загрузка металлошихты из ОПЛ
Осуществляется в саморазгружающихся бадьях (с шихтой), которые на скраповозах передаются из ОПЛ в печной пролет. В печном пролете саморазгружающиеся бадьи поднимаются завалочным мостовым краном на рабочую площадку и устанавливаются на постамент в непосредственной близости от печи. Завалку производят в два приема, в середине расплавления проводят подвалку шихты. В цехе используются грейферные бадьи (рисунок 4). После загрузки шихты завалочный кран устанавливает бадью на автобадьевоз, который доставляет ее в ОПЛ.