Курсовая работа: Паровая турбина
Для ручной дуговой сварки:
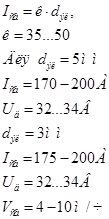
Для аргонодуговой сварки:
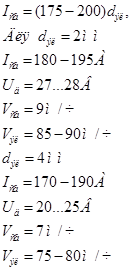
Для автоматической сварки под слоем флюса:
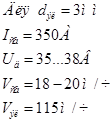
Ток постоянный обратной полярности.
8. Выбор метода контроля качества.
1. Визуальный (внешний) осмотр.
Является обязательным при контроле качества. Внешний осмотр выявляет несоответствие шва требуемым геометрическим размерам: наплывы, подрезы, свищи, поры и др. Не допускается уменьшение фактических размеров по сравнению с заданными (номинальными) размерами.
При операционном контроле применяют проверку с помощью измерительных инструментов и шаблонов в соответствии с чертежами и ГОСТом подготавливаемых кромок и собранных под сварку деталей и конструкций. А по показателям приборов (амперметр, вольтметр и др.) контролируют режим сварки и его соответствие заданных технологией и порядку наложения швов.
2. Рентгенография.
Если к контролю качества сварного соединения предъявляются наивысшие требования по чувствительности, то применяют рентгенографический метод контроля.
Выявляемые дефекты:
- трещины продольные и поперечные в наплавленном и основном металле, направление которых совпадает с направлением просвечивания в диапазоне углов от 0 до 120 ;
- непровары сплошные и по кромкам шва;
- вольфрамовые и шлаковые включения;
- поры;
- подрезы;
- проплавы;
- прожоги.
3. Ультразвуковая дефектоскопия;
4. Капиллярная дефектоскопия.
Для обнаружения внутренних дефектов, выходящих на поверхность.
9. Проектирование технологической оснастки.
При аргонодуговой сварке задней и передней частей ротора используют приставки, распорки, подставки для совмещения частей ротора.
Для удовлетворительного совмещения частей ротора необходимо обеспечить максимальное усилие зажатия 20 тонн. Это усилие обеспечивается на токарно-винторезном станке Siu-160. Его основные характеристики:
- грузоподъемность 0,5-4 т;
- сжимающее усилие 20-25 т;
- частота вращения 10-1000 об/мин;
-вращение ротора осуществляется со скоростью сварки 9м/ч.