Курсовая работа: Поверхностная лазерная обработка
s=s'=0,8D
Повышение эффективности упрочнения может быть достигнуто увеличением поглощательной способности материала при обработке импульсным инфракрасным излучением {X — 1,06 мкм). Для этого используют покрытие, например, коллоидный раствор графита, или предварительную химическую обработку облучаемой поверхности раствором па основе пикриновой кислоты. Глубина упрочнения зависит от вида материала (марки стали) и в меньшей степени от окружающей среды. В закаленных сталях глубина упрочнения при одних и тех же условиях облучения на 30 — 60% больше, чем в отожженных сталях. Степень упрочнения также зависит как от вида материала, так и от его исходного состояния. Для закаленных сталей уровень упрочнения выше, чем для отожженных.
При реализации линейного упрочнения обработка обычно ведется с перекрытием зон лазерного воздействия. В перекрытых участках происходит отпуск огнеупрочненного материала в результате действия последующего импульса. В результате в поперечном сечении упрочненный слой представляет собой характерную «чешуйчатую» структуру. При двухкоординатном упрочнении дополнительное перекрытие несколько усложняет происходящие в зоне обработки процессы. В частности, это проявляется в узловых точках, где материал четырежды подвергался облучению.
В фактуре поверхности также обнаруживается характерная «чешуйчатость». Центральную и основную часть каждого пятна занимает слаботравящаяся зона с твердостью до 13000 МПа. Отсутствие в этой зоне карбидов показывает, что температура нагрева здесь существенно превышала критическую точку, в результате чего все карбиды растворились в аустеннте. По окончании лазерного импульса при последующем быстром охлаждении за счет теплоотвода в массив материала в этой зоне произошла полная закалка с образованием мартеиситной структуры, обладающей высокой твердостью.
Значительная часть аустенита при этом сохранилась вследствие большого содержания и нем углерода и хрома, которые перешли в твердый раствор при нагреве до высоких температур. Однако этот остаточный аустенит испытал в процессе закалки фазовый наклеп, усиленный вследствие локального и импульсного характера термического никла, поэтому обладает высокой твердостью.
Концентрично с первой расположена вторая зона, занимающая периферийную часть пятим и обладающая более сильной травимостыо и несколько меньшей твердостью (8000—10000 МПа). Невозможна также обработка сканирующим излучением с амплитудой ![]() сканирования. Тогда производительность обработки будет зависеть от величины
сканирования. Тогда производительность обработки будет зависеть от величины ![]() и скорости перемещения заготовки:
и скорости перемещения заготовки: ![]() . Другие закономерности упрочнения сталей непрерывным излучением во многом подобны рассмотренным закономерностям обработки импульсным излучением. Параметры (ширина, площадь упрочненной зоны, глубина упрочнения), имеющие размерность, степень упрочнения, шероховатость обработанной поверхности зависят как от плотности мощности излучения и скорости обработки, так и от вида обрабатываемого материала. Важную роль при этом также играет вид поглощающего покрытия, наносимого на поверхность для повышения эффективности обработки.На сегодняшний день разработано и используется большое многообразие поглощающих покрытий: фосфатные, хромовые, коллоидные растворы, графит, различные краски, оксиды металлов, силикаты и пр. Если для сравнительной оценки покрытий использовать критерий эффективности поглощения излучения kп= hu/ho , где hu ho, — глубина зоны термического влияния соответственно с покрытием и без него, то ряд предпочтительности покрытий будет иметь следующий вид:
. Другие закономерности упрочнения сталей непрерывным излучением во многом подобны рассмотренным закономерностям обработки импульсным излучением. Параметры (ширина, площадь упрочненной зоны, глубина упрочнения), имеющие размерность, степень упрочнения, шероховатость обработанной поверхности зависят как от плотности мощности излучения и скорости обработки, так и от вида обрабатываемого материала. Важную роль при этом также играет вид поглощающего покрытия, наносимого на поверхность для повышения эффективности обработки.На сегодняшний день разработано и используется большое многообразие поглощающих покрытий: фосфатные, хромовые, коллоидные растворы, графит, различные краски, оксиды металлов, силикаты и пр. Если для сравнительной оценки покрытий использовать критерий эффективности поглощения излучения kп= hu/ho , где hu ho, — глубина зоны термического влияния соответственно с покрытием и без него, то ряд предпочтительности покрытий будет иметь следующий вид:
Таблица 3
| Покрытие | С r | Cd | С | ZnO | Zn3(PO4)2 |
Si02 Al2O3 С | FeO4 |
| 0,6 | 2,0 | 3.0 | 4.5 | 5,1 | 6.5 | 6.7 |
Неотъемлемой структурной составляющей этой зоны являются карбидные частицы. В отличие от первой данная зона имеет неоднородное строение, причем степень неоднородности выше там, где вторая зона перекрывает первую, образовавшуюся в соседнем пятне нагрева, тогда как на границе с исходной структурой она меньше. Структура этой зоны — мартенсит, остаточный аустенит и карбиды, не растворившиеся полностью.
В узловых точках (участки прямоугольной формы) там, где четыре зоны лазерного воздействия перекрывают друг друга, материал сильно травится, и его твердость составляет 5000—5500 МПа, что характерно для трооститной структуры. Такие участки появляются вследствие многократного отпуска ранее возникших структур закалки при последовательном воздействии на материал ряда импульсов.
Шероховатость обработанной поверхности при упрочнении в режиме проплавления зависит от схем обработки, коэффициента перекрытия, уровня плотности мощности излучения. Так, минимальная шероховатость имеет место при 0,6>Ku>0,8 Низкая шероховатость поверхности достигается при невысоких плотностях мощности излучения (для стали, например, q = 50-100 кВт/см2). Однако следует учитывать, что при малой плотности мощности обеспечиваются и небольшие размеры зоны упрочнения.
Для выбора режимов упрочнения импульсным излучением можно пользоваться номограммами, построенными на основании экспериментальных иcследований.
2.3. Обработка непрерывным излучением
Наиболее распространенная схема обработки — однодорожечное упрочнение. В зависимости от траектории перемещения луча или закона перемещения заготовки конфигурация упрочненного участка поверхности может иметь различный вид. Производительность П обработки зависит от скорости v относительного переменность П обработки зависит от скорости v относительного перемещения луча и поверхности, а также от ширины зоны В: П = vB- если же параллельно наносится несколько дорожек упрочнения, то производительность также зависит от их числа и коэффициента перекрытия или шага обработки. Из рис видно, как изменяется микротвердость но длине L обрабатываемой зоны в зависимости от степени перекрытия (шага s) дорожек упрочнения. Как и при импульсной обработке, в перекрытых зонах наблюдается существенное снижение ;твердости в результате .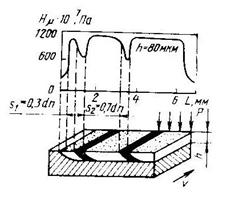
Рис. 3 зависимость микротвердости П от шага обработки s
отпуска ранее закаленного материала
Однородность и толщина покрытия являются важными факторами обеспечения качественного упрочнения. Оптимальная толщина покрытия — 20—50 мкм. Слишком тонкое покрытие снижает глубину упрочнения вследствие быстрого испарения, увеличение также толщины выше указанных значений приводит к неоднородности результатов обработки — образованию как оплавленных, так и недостаточно прогретых участков поверхности.
Наибольшее влияние на изменение размерных параметров упрочнения оказывает плотность мощности излучения. С увеличением плотности мощности растет глубина ЗТВ, что связано с ростом подводимой к материалу удельной энергии. Скорость обработки очень сильно влияет на размерные параметры упрочнения. С ростом скорости, относительного перемещения излучения и обрабатываемой поверхности снижаются как глубина, так и ширина упрочненной зоны.
Увеличение скорости обработки также влияет на изменение микротвердости в упрочненном слое. Так, с увеличением скорости до 6.0 м/мин изменение микротвердости может достигать 400 МПа.
При упрочнении в режиме проплавления материала шероховатость обработанной поверхности резко возрастает с ростом плотности мощности излучения, доходит до максимума при q =50 кВт/см2, а затем начинает постепенно снижаться. При оптимальных режимах обработки Rz =10-20 мкм.
Большое влияние на шероховатость поверхности оказывает скорость обработки. При малых значениях скорости шероховатость довольно велика (Rz=20 мкм), однако с увеличением v шероховатость снижается (при v=8 м/мин Rz=5-8 мкм).
При выборе режимов обработки для ориентировочной оценки глубины упрочненного слоя можно использовать теоретические зависимости, полученные на основе решения уравнения теплопроводности для определенных условий облучения. При этом исходят из положения, что в процессе упрочнения температура поверхности To.o.t должна быть больше температуры закалки T:зак, но не выше температуры плавления Тпл
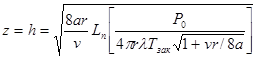
Максимальные размеры зоны упрочнения по осям Оy и Oz при Т (у, z, t) = Тзак,- определяютея из выражий
![]()
 ,
,
Где ![]() — коэффициент температуропроводности, здесь к — коэффициент теплопроводности; с и v — теплоемкость и плотность материала; r — радиус сфокусированного пятна; v — скорость обработки; Ln — удельная теплота плавления; Ро=АР — эффективная мощность лазерного теплового источника, здесь А — поглощательная способность материала; Р — мощность лазерного излучения.
— коэффициент температуропроводности, здесь к — коэффициент теплопроводности; с и v — теплоемкость и плотность материала; r — радиус сфокусированного пятна; v — скорость обработки; Ln — удельная теплота плавления; Ро=АР — эффективная мощность лазерного теплового источника, здесь А — поглощательная способность материала; Р — мощность лазерного излучения.
Во многих случаях для выбора режимов обр?